Содержание
Резьбовые соединения. Крепёжные изделия с метрической резьбой
Резьба – чередующиеся выступы и впадины на поверхности тел вращения, расположенные по винтовой линии; равномерно расположенные выступы или впадины постоянного сечения, образованные на боковой цилиндрической или конической поверхности по винтовой линии с постоянным шагом.
Резьбовые соединения – соединения деталей с помощью резьбы.
Виды резьбовых соединений
К резьбам крепежных изделий относят крупную и мелкие метрические резьбы по ГОСТ 24705-2004 (ИСО 724:1993), ГОСТ 9150-81, а также резьбы со спиральными вставками; к специальным — трубную, прямоугольную, упорную, круглую, трапецеидальную и др. В данной статье речь пойдёт о метрической резьбе.
Деталь с внутренней резьбой называют гайкой, с наружной — болтом (винтом, шпилькой).
Параметры метрической резьбы, в том числе резьбы крепёжных изделий
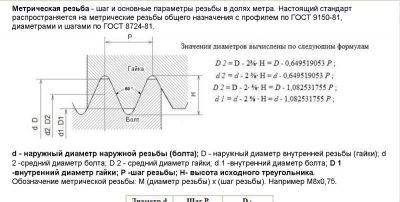
Рис. 1. Метрическая резьба и её профиль.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали.
ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на рис. 1.
Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
Рис. 2. Впадины резьбы болта и гайки.
Резьбы определяются следующими основными параметрами: наружным, средним и внутренним диаметрами; шагом; углом профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1) —диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и dx для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков резьбы крепежа, измеренное вдоль оси.
ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25…600 мм и шаги 0,075…6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25…68 мм) и мелкий шаг (при диаметрах 1…600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угол между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β = 0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля Н1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
Ход Ph — величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°; Ph=P×n, где n — число заходов.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Н1 — наибольшая высота соприкосновения; наименьшая выcота соприкосновения обозначается Н1 min. Для резьбы с плоскосрезанным профилем Н1 и Н1 min определяют наибольшее и наименьшее перекрытие витков резьбы болта и гайки.
Угол подъёма резьбы (винтовой линии)
.
Для многозаходных резьб в числителе этой формулы следует подставлять вместо Р произведение n0P, где n0 — число заходов.
Длина свинчивания (высота гайки Н) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
Обозначается метрическая резьба буквой M (от англ. metric system, метрическая система мер). Резьба с номинальным диаметром 32 мм с крупным шагом обозначается как М32; резьба с номинальным диаметром 16 мм с мелким шагом – М16×1,5; для обозначения левой резьбы в конце добавляются буквы LH.
Заключение
Метрическая резьба является наиболее распространённой в виду широкой стандартизации метрической системы мер.
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.
Источник: https://www.12821-80.ru/tech/58-Rezbovye_soedineniya._Krepezhnye_izdeliya_s_metricheskoj_rezboj
Шаг резьбы
Человек начал использовать винт в античности. Изобретение винта приписывают Архиту Тарентскому, (VI –V век до новой эры). Другой известный изобретатель, Архимед, усовершенствовал винт и применил его для подачи воды и сыпучих материалов.
Шаг резьбы
В Древнем Египте винт широко применяли для подъема воды в трубах для орошения полей. Первые резьбовые соединения были применены древнеримскими механиками на рубеже новой эры.
Однако ввиду большой стоимости и трудоемкости изготовления область их применения ограничивалась ювелирным делом, медицинскими инструментами и предметами роскоши. Массовое использование резьбовых соединений началось в Средние века.
Болты уже походили на современные, хотя и могли иметь переменный шаг, а вот гайка представляла собой втулку с несколькими выступающими внутрь штифтами, отстоящими друг от друга на размер шага, поскольку инструментов для нарезания внутренней резьбы еще не изобрели.
Этот шаг был сделан в эпоху Возрождения, в XV- XVI столетиях. Однако каждое резьбовое соединение делалось и подгонялось индивидуально, вручную, и каждому болту требовалась своя гайка. Другая, даже сделанная тем же мастером, не подходила.
В 1800 году англичанин Генри Модсли изобрел токарно — винторезный станок, сделавший доступной нарезку точной резьбы.
Еще через 40 лет его соотечественник Джозеф Уитворт сделал следующий шаг к стандартизации и предложил первую в мире систему типоразмеров резьбовых соединений.
Эта система была взята на вооружение большинством британских железных дорог и стала национальным стандартом. На Британском Стандарте Уитворта (BSW)основаны большинство современных национальных стандартов, а также международные стандарты. ISO и EN.
В России стандартизация резьбовых соединений началась в 20-е годы XX века решительными шагами правительства по введению норм резьбы для железных дорог и завершилась принятием серии ГОСТов.
Скачать ГОСТ 8724-2002
Основные виды резьбы
Стандартные резьбы
Существует несколько классификаций видов резьбы.
По единице измерения диаметра и шага различают:
- Метрические.
- Дюймовые.
- Модульные (шаг кратен числу Пи).
- Питчевые (шаг выражается в долях от числа Пи).
По расположению:
По направлению вращения:
По числу заходов:
- одно-;
- двух-;
- трех-;
- и другие многозаходные.
Для однозаходной основной шаг, или расстояние между соседними витками, равен ходу, или расстоянию, за которое продвинется гайка за один оборот. Для многозаходной ход резьбы будет равен шагу резьбы, умноженному на число заходов.
По профилю зубца:
- Треугольный.
- Трапециевидный.
- Прямоугольный.
- Круглый.
По виду поверхности тела вращения, на которую нанесена резьба
- коническая;
- цилиндрическая.
И, наконец, по назначению:
- крепежная — для крепления двух или более деталей друг к другу;
- для передачи движения в различных механизмах (ходовая);
- для уплотнения.
Классификация резьб
Самой распространенной резьбой является метрическая, ее обозначение начинается с буквы М, если резьба имеет сокращенный шаг, перед М ставится цифра 1, 2 или 3. Стандартизованы диаметры от 1 миллиметра до 60 см с шагом от 0,25 до 6 миллиметров соответственно. Резьба М5 и резьба М6 наиболее распространена в качестве крепежа для радиоаппаратуры и бытовой техники.
Стандартные параметры резьбы
Главным параметром резьбы является ее диаметр D. Он выражается в миллиметрах или дюймах.
Стандартные параметры резьбы
Полностью характеризуют резьбу следующий набор основных параметров резьбы:
- Шаг (P) — расстояние между соседними витками. Измеряется в миллиметрах для метрической и в линиях для дюймовой. Для дюймовой шаг также выражают в числе ниток на дюйм.
- Наружный диаметр (D) равен диаметру заготовки болта до начала операции по нарезке.
- Внутренний диаметр равен диаметру отверстия до начала операции по нарезке.
- Ход резьбы(P) продольное перемещение гайки относительно болта за один полный оборот. Для однозаходной ход равен шагу, а для многозаходной — шагу, умноженному на число заходов.
- Высота резьбы H.
- Высота исходного треугольника (H).
- Срез (с).
- Угол подъема — если линию резьбы развернуть на плоскость, то это будет угол в получившемся прямоугольном треугольнике .
Примеры обозначения резьб на чертеже
Для конических резьбовых соединений резьбы применяют еще один параметр — угол конуса.
Маркировка
Маркировка резьбового соединения состоит из комбинации букв и цифр.
Пример расшифровки маркировки резьбы
-
- Цифра для обозначения уменьшенного по сравнению со стандартным шага. В случае использования стандартного шага не ставится.
- Буква для обозначения типа резьбы :
- М для метрической.
- BSW для дюймовой.
- MK для метрической конической.
- MJ Цилиндрическая для аэрокосмической промышленности: надежных соединений, работающих при высоких температурах.
- G- трубная цилиндрическая.
- R трубная коническая.
- Кр круглая для сантехнических изделий.
- Tr Трапециевидная – для передачи вращающего момента и поступательного движения в червячных передачах.
- S Упорная, с разными углами наклона боковых сторон, для высоконагруженных соединений.
- E Эдисона круглая- для цоколей электролампочек.
- Номинальный диаметр в мм или в дюймах с долями, выраженными простыми дробями.
- Шаг в миллиметрах или долях дюйма.
- Ход для многозаходных соединений.
- LH в случае левой резьбы.
- Обозначение поля допуска, состоит из букв и цифр
Соединение тонкостенных деталей
Если необходимо соединить тонкостенные детали, то напрямую применить резьбовое соединение не удастся: слишком малое для надежного удержания крепежа число витков может поместиться на толщине детали. В таких случаях применяют фланцевое соединение.
В этом случае кромка детали, прилегающая к месту соединения, усиливается путем специальной штамповки или наварки фланца — утолщения, в котором делаются отверстия, и нарезается резьба.
Если конфигурация изделия позволяет, то иногда вместо полноценного фланца приваривают лишь гайки в местах крепления.
Фланцевое соединение
Если же соединяемые детали представляют собой цилиндры одинакового диаметра и толщины, существует еще один способ: на одной цилиндрической поверхности нарезается внутренняя, а на другой — внешняя резьба одного номинального диаметра. Далее детали навинчиваются друг на друга. Такой способ соединения не предполагает приложения больших усилий к месту крепления и используется для малонагруженных конструкций, таких, например, как цилиндрические кожухи приборов.
Особенности некоторых монтажных операций
Резьбовые соединения являются одними из самых популярных в машиностроении. В ходе монтажа любого устройства или установки они встречаются многократно.
Резьбовые соединения деталей
Некоторые монтажные операции обладают своими особенностями, которые нужно обязательно учитывать при подготовке той части технологического процесса, которая отвечает за сборку.
Так, например, при затяжке резьбовых соединений, крепящих фланец, требуется строго соблюдать очередность затяжки болтов. Для каждого количества болтов существуют свои схемы первичной затяжки и окончательной протяжки.
Это позволяет избежать перекосов фланца и обеспечивает надежное и герметичное соединений.
При креплении колеса на автомобиль или других вращающихся деталей чрезвычайно важно соблюдать точную центровку отверстий. Если ее нарушить, то возникает дисбаланс масс, приводящий к повышенной вибрации, биению оси и даже к разрушению конструкции. Для точной центровки применяю специальные гайки с одной конической стороной, центрирующие каждую шпильку по мере ее затяжки.
Важные нюансы
Для слесаря монтажника на промышленном предприятии и для домашнего мастера одинаково важно выбирать для каждого болта гайку не только с одинаковым номинальным диаметром, но и с одинаковым основным шагом резьбы.
Кроме того, не лишним будет убедиться в том, что оба элемента резьбового соединения имеют одинаковое направление вращения и равное число заходов.
Попытка навернуть неподходящую гайку, даже если вначале и покажется удачной, приведет к повреждению витков или полному срыву резьбы
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: http://StankiExpert.ru/tehnologii/shag-rezby.html
Метрическая резьба: таблица размеров и параметры по ГОСТ
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах.
Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др.
Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.
От точности исполнения метрической резьбы зависит надежность разъемного соединения
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность.
Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов.
Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
Внутренняя метрическая резьба
Наружная метрическая резьба
Геометрические параметры
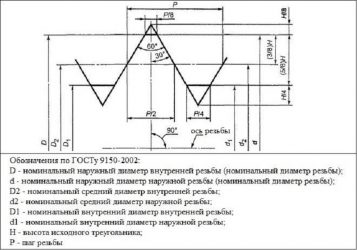
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
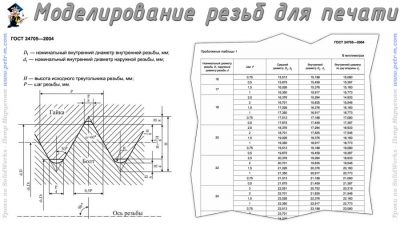
Геометрические параметры основного профиля метрической резьбы
Таблица значений диаметров метрической резьбы (все параметры указаны в миллиметрах)
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004 (все параметры указаны в миллиметрах)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Основные параметры резьбы метрического типа оговариваются несколькими нормативными документами. ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм.
По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81.
Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб.
Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров.
Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа).
Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение.
Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр).
В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
Пример обозначения посадки резьбового соединения на чертежах
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Источник: http://met-all.org/obrabotka/prochie/metricheskaya-rezba-gost-vidy-shag-tablitsa-oboznachenie.html