Содержание
Как сверлить нержавейку в домашних условиях

Вопрос о том, как просверлить любую нержавейку в домашних условиях, обычно не возникает, если использовать для этих целей специальные сверла для нержавеющих сталей. Наряду с такими сверлами, которые позволяют быстро и качественно сформировать отверстие требуемого диаметра, необходимо использовать специальные охлаждающие составы, а также строго выдерживать технологические параметры.
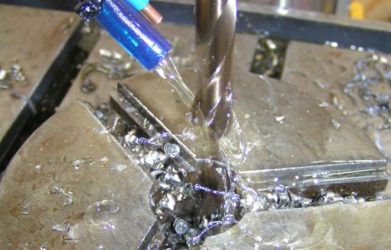
На производстве для сверления нержавейки используют промышленные станки с подачей охлаждающей жидкости. В домашней мастерской приходится осваивать некоторые хитрые приемы
Смазочные материалы
Сверление отверстий в изделиях из нержавеющей стали, выполняемое обычным сверлом, может закончиться неудачей. Объясняется это тем, что стали, относящиеся к категории нержавеющих, отличаются повышенной вязкостью, поэтому их сверление, особенно выполняемое в домашних условиях, сопровождается значительным нагревом режущего инструмента и, как следствие, его выходом из строя.
Чтобы качественно и быстро сверлить нержавейку, учитывая все вышесказанное, необходимо использовать охлаждающий материал, который, кроме того, должен отличаться хорошими смазывающими свойствами.
При необходимости часто сверления нержавейки есть смысл оборудовать станок самодельной системой подачи жидкой смазки (в качестве насоса подойдет автомобильная помпа)
Наиболее распространенным составом, применяемым в качестве охлаждающей и смазывающей жидкости при сверлении отверстий в нержавеющей стали, является раствор, состоящий из машинного масла и серы. Для приготовления такого раствора может быть использована как коллоидная сера, так и сера для окуривания, которую часто называют «серный цвет».
В том случае, если сера, имеющаяся в вашем распоряжении, представляет собой мелкий порошок, ее можно сразу смешивать с машинным маслом без специальной подготовки. Если же вы приобрели кусковую серу, ее надо предварительно перетереть.
Можно сделать сверление стальных нержавеющих изделий более эффективным, если использовать для выполнения такой операции смазывающе-охлаждающую смесь, состоящую из серы и жирных кислот, которые можно получить самостоятельно в домашних условиях. Для этого необходимо сделать следующее:
- измельчить кусок хозяйственного мыла (можно использовать самое дешевое);
- смешать измельченное мыло с горячей водой и тщательно размешать полученную смесь;
- в полученный раствор добавить техническую соляную кислоту;
- дождаться, пока на поверхность полученного раствора начнут подниматься жирные кислоты;
- после этого добавить большое количество холодной воды;
- с поверхности раствора снять затвердевший ствол жирных кислот, которые в дальнейшем и используются для приготовления смазывающе-охлаждающего раствора.
Полученные при приготовлении жидкости для сверления жирные кислоты смешиваются с серой в соотношении 6:1. Используя раствор, сделанный по такому рецепту, можно легко просверлить изделие из нержавейки, отличающееся даже значительной толщиной. Естественно, что при выполнении такой процедуры следует придерживаться определенных технологических рекомендаций.
Полезные приемы при сверлении
Есть несколько несложных приемов, позволяющих качественно и быстро просверлить отверстие в нержавеющей стали. Перечислим наиболее распространенные из них.
- Сверление горизонтальных поверхностей из нержавейки лучше выполнять, предварительно пропуская сверло через смазывающую и охлаждающую жидкость, налитую в резиновую шайбу или пластиковую пробку, установленную непосредственно над местом расположения будущего отверстия.
- Если необходимо просверлить отверстие в стальной нержавеющей поверхности, расположенной вертикально, то в месте сверления можно закрепить шарик, изготовленный из парафина, который и обеспечит смазку режущего инструмента.
- Вне зависимости от того, будете вы сверлить нержавейку при помощи бытовой электрической дрели или промышленного оборудования, осуществлять такую технологическую операцию лучше на небольших оборотах режущего инструмента (100–600 об/мин). Использование даже очень качественной жидкости для смазки и охлаждения не сможет обеспечить качественный результат сверления нержавеющей стали, осуществляемого на больших оборотах.
Показателем правильного подбора скорости сверления нержавейки служит длинная стружка
Для того чтобы получить более подробное представление о том, как правильно просверлить детали из нержавейки, можно изучить данный процесс по видео.
Проблем со сверлением на невысоких оборотах не возникает, если для этого используется станок или дрель, на которых предусмотрена опция регулировки данного параметра. Если же такой опции нет, то нержавейку просверлить можно следующим образом.
- Электрический сверлильный инструмент запускается буквально на 1–2 секунды.
- После кратковременного пуска дрель сразу выключается.
Такой нехитрый технологический прием позволяет обеспечить невысокие обороты вращения режущего инструмента, что, собственно, и требуется для качественного сверления нержавейки.
Выбор сверла
Если вам требуется просверлить изделие из нержавейки, выбор сверла наряду с подбором соответствующей смазывающей и охлаждающей жидкости, а также технологии выполнения операции является важнейшей процедурой, определяющей качество конечного результата. До недавнего времени для сверления нержавеющих сталей использовались кобальтовые сверла.
Сверло кобальтовое для сверления нержавейки, чугуна и жаропрочных сталей без предварительной центровки
Кобальтовые сверла, которые были оснащены цилиндрическими хвостовиками, выпускались из сплавов марки Р6М5К5, а в отдельных случаях из стали Р18, в которой количество кобальта было ограничено 5%.
Преимущества сверл, изготовленных из сплава, содержащего в своем химическом составе кобальт, заключаются в том, что данный химический элемент придает инструменту высокую твердость, что и позволяет ему достаточно легко просверлить любое изделие из нержавейки.
Нормативным документом, в соответствии с которым выпускались такие инструменты, был ГОСТ 10902-77.
На сегодняшний день эти сверла уже не производятся промышленностью, и найти их на рынке непросто. Между тем современные производители выпускают множество аналогов для работы с нержавейкой, качество которых находится на высоком уровне.
Если выбирать из таких инструментов, можно обратить внимание на сверла зарубежного производства, на которых стоит маркировка HSS-Co. Они выпускаются по стандарту DIN 338 и изготовлены из стали, в составе которой содержится не менее 5% кобальта.
По сути, материал, из которого они сделаны, является аналогом сплавов марок Р18 и Р6М5К5.
Характерным отличием сверла с добавкой кобальта является более тупой угол заточки для облегчения центровки в начале сверления
Совершенно не обязательно использовать кобальтовый инструмент для того, чтобы просверлить в домашних условиях нержавейку. С такой задачей неплохо справляются и сверла, изготовленные из твердых сплавов.
Отличаются такие сверла для нержавеющей стали не только материалом своего изготовления, но и очень острой заточкой режущей части (заточка выполняется с одной стороны).
Следует, однако, учитывать, что стоят они достаточно дорого и приобрести их в обычных строительных магазинах не всегда реально.
Заточка режущей кромки сверла различается для мягких и твердых металлов
Если вам надо просверлить отверстие в нержавейке, воспользуйтесь несколькими рекомендациями, которые позволят вам выполнить такую процедуру без особых проблем.
- Если толщина изделия из нержавеющей стали, которое необходимо просверлить, превышает 6 мм, то выполнять такую процедуру лучше всего по двойному методу. Суть данного метода заключается в том, что в нержавейке сначала сверлится отверстие небольшого диаметра, а только после этого его рассверливают до необходимого размера.
- В том случае, если толщина изделия небольшая (1–2 мм), просверлить в нем отверстие можно при помощи обычного сверла по металлу, режущая часть которого затачивается под углом 120°. Очень важно выполнять операцию на небольших оборотах (до 100 об/мин), тогда инструмент не будет сильно перегреваться и не выйдет из строя.
- Если отверстие требуется просверлить в изделии из нержавеющей стали, толщина которого менее 1 мм, то для этого лучше использовать сверла ступенчатой конструкции. Применение такого инструмента, который можно приобрести во многих строительных магазинах, позволяет получать качественные отверстия даже в очень тонких деталях.
Если вы собрались просверлить отверстие в нержавеющей стали, но раньше никогда этого не делали, не стоит ограничиваться только теоретической информацией. Желательно также посмотреть видео на эту тему, которое несложно найти в интернете. Кроме того, берясь за решение такой непростой задачи, желательно запастись качественным режущим инструментом и соответствующим оборудованием.
Источник: https://respect-kovka.com/kak-sverlit-nerzhaveyku-v-domashnih-usloviyah/
Сверление нержавейки в домашних условиях — Справочник металлиста
Развитие промышленности и высокие требования сертификации продукции на международных рынках приводят к широкому применению качественных нержавеющих сталей. Конструкторы при создании проектов предпочитают сварочные соединения отдельных узлов.
Соединение болтовое, заклепочное от этого не пострадало и часто используется в современных конструкциях. Сверление нержавеющей стали может понадобиться для создания технологических отверстий. Представленный в этой статье материал даст общие понятия и особенности этого процесса с антикоррозионными сплавами.
Подготовительные работы
Подготовительные работы заключаются в устранении некоторых негативных факторов, сопряженных со сверлением нержавейки. Рассмотрим, какие свойства вносят трудности в этот процесс:
- Химический состав нержавеющих марок стали способствует повышению пластичности металла. Стружка при сверлении таких сталей налипает на сверло, от этого режущие кромки исключаются из процесса, а на стенках внутри неоконченного отверстия образуется наклеп. Такой поверхностный наклеп затрудняет дальнейшую обработку и меняет физические свойства в этом месте.
- Отвод тепла от нагретого вращением и резанием сверла происходит по поверхности металла. Не проводя предупредительных мероприятий можно получить окрашенный в цвета побежалости участок вокруг сверления. Кроме испорченной декоративной поверхности, это уменьшает коррозионную сопротивляемость и требует дополнительных технологических операций для восстановления заданных параметров.
Чтобы избежать описанных выше недостатков, перед сверлением необходимо решить как будет остужаться поверхность и что сделать для исключения налипания стружки. Среди действенных методов подойдет вода. Если объем просверливаемого металла больше чем одно отверстие диаметром 10мм в листе толщиной 2мм, то следует подумать об охлаждении маслом или специальной эмульсией.
Внимание. Охлаждение водой при сверлении нержавейки производится во время самого процесса. Охлаждение путем опускания горячего сверла в баночку, стоящую рядом, приводит к закалке и отпуску металла и потере основных свойств. Охлаждающая жидкость подается в точку контакта при сверлении. Для снижения расхода можно поставить резиновое кольцо на поверхность, окружив место контакта.
Режимы сверления
Правильный выбор режима сверления является залогом получения качественно выполненного отверстия. Основными составляющими скорость, подача и крутящий момент.
Скорость резания — условная величина, определяющая, как быстро вращается точка, расположенная на поверхности инструмента относительно его центра. Это означает, что для разных диаметров сверл нужно выбрать различные обороты, чтобы добиться одной и той же скорости резания.
Пример. Для стали 08Х13Н толщиной 10-15 миллиметров в справочнике указана скорость резания 20м/мин. При необходимости просверлить отверстие диаметром 1 мм скорость вращения шпинделя сверлильного станка должна составлять 6366 оборотов в минуту. Если отверстие сверлится диаметром 10 мм то обороты не должны превышать 637 оборотов за 60 секунд.
Подача сверла в металл означает величину перемещения в глубину просверливаемого отверстия за определенное количество оборотов. То есть это скорость погружения. Измеряется в миллиметрах за 1 оборот. Важно выдерживать рекомендуемые величины для получения качественного результата и уменьшения воздействия стружки на режущие кромки.
Крутящий момент, передающейся сверлу в процессе сверления, является важным фактором для сверла и материала, определяет выбор стали для сверла и состав охлаждающих жидкостей. Обычными словами, это нагрузка на сверло, возникающая вследствие сопротивления материала деформациям, создаваемым кромками сверла.
Выбор каждого из параметров обусловлен маркой нержавеющей стали, толщиной листа или детали, выбора оборудования, подбором способа охлаждения, материала сверла, шероховатости поверхности и прочих факторов.
По основным маркам существует множество справочной литературы и режимных карт.
Правильный подбор и высокая квалификация технолога, составляющего режимные карты, позволит избежать дополнительных обработочных операций и доводки, снижая себестоимость производства.
Сверла для нержавеющей стали
Разнообразие сверлильного оборудования на сегодняшний день может поставить в тупик даже опытных специалистов.
Самыми распространенными являются кобальтовые сверла. Их название указывает на наличие кобальта в химическом составе сплава. Сверло по нержавеющей стали относится к изделиям из быстрорежущей стали.
Повышение процентного содержания кобальта увеличивает красностойкость, сплав сохранят свои свойства после нагрева до температур красного каления.
К ним относят инструментальную сталь Р6М5К5, основной материал для изготовления режущего инструмента для нержавейки на отечественных и зарубежных рынках.
Помимо материала важна сама конструкция сверла. Самые дорогие и качественные из них изготавливают при помощи технологии, когда канавки формируют на шлифовальных станках.
Отсутствие деформационных напряжений делает их более крепким и расширяет режимные параметры сверления. Такие канавки не имеют микроскопических заусениц и упрощают выход стружки, предотвращая залипание бороздок.
Угол затачивания сверла должен быть 135 градусов. Это приводит к снижению нагрузки.
Внимание. Отправившись в магазин за сверлом, не забудьте о том, что наличие кобальта в сверле не влияет на его цвет. Сверло не должно быть желтым, как утверждают продавцы. Это всего лишь рекламный трюк недобросовестных производителей.
Техника сверления
Сверление отверстия более 6 миллиметров необходимо производить в два этапа. Сначала сверлится отверстие диаметром до 5мм, а потом доводится до необходимого диаметра. Отсутствие внутренних напряжений перед сверлением упростят и расширят диапазон режимных параметров. Это продлит срок службы сверла, позволит избежать перегрева поверхности.
Перед тем как сверлить нержавеющую сталь выясните ее марку, толщину, рекомендуемые режимные параметры сверления. Определитесь с охлаждающей жидкостью. Если таковая отсутствует, можно использовать растительное масло (оливковое или подсолнечное), смалец, эмульсию хозяйственного мыла в воде.
Источник: http://solidiron.ru/steel/osnovy-sverleniya-nerzhaveyushhejj-stali-vybor-sverla-dlya-nerzhavejjki.html
Как просверлить нержавейку в домашних условиях: видео, фото, советы
Вопрос о том, как просверлить любую нержавейку в домашних условиях, обычно не возникает, если использовать для этих целей специальные сверла для нержавеющих сталей. Наряду с такими сверлами, которые позволяют быстро и качественно сформировать отверстие требуемого диаметра, необходимо использовать специальные охлаждающие составы, а также строго выдерживать технологические параметры.
На производстве для сверления нержавейки используют промышленные станки с подачей охлаждающей жидкости. В домашней мастерской приходится осваивать некоторые хитрые приемы
Сверление Нержавейки В Домашних Условиях

Слово НЕРЖАВЕЙКА на столько плотно вошло в нашу повседневную жизнь, что даже кухня не представляется без нержавеющих столовых устройств, кастрюль, сковородок, небьющихся термосов, походных кружек. Она применяется всюду от стоматологии до космоса.
Так что все-таки прячется здесь словом. По большей части у многих в уме всплывает «железка» не ржавеющая в воде.
По сути слово нержавейка соединяет воединыжды непомерная масса сплавов железа для которых устойчивость к коррозии в воде, только одно из многих параметров.
Как получают нержавеющие стали. Обыкновенному железу настолько необыкновенное свойство, как устойчивость к воздействию брутальной среды присваивают добавки других металлов. Незамедлительно это хром, марганец, никель, молибден и другие металлы. Отталкиваясь от процентного содержания того либо другого металла в сплаве выходит материал с различными чертами.
На сегодня самым всераспространенным и универсальным сплавом является так именуемая «пищевая нержавейка» марки AISI304. Русским аналогом является сплав 08Х18Н10 содержащий в собственном составе двух или больше 18 процентов хрома и 10 никеля.
Полное заглавие аустенитная сталь с низким содержанием углерода. Основное предназначение пищевая индустрия, хранение молока, пищевых продуктов, химреактивов, столовые приборы, трубопроводы и другие конструкции. Выпускается листами 1х2 метра, а трубы и профили по 6 метров длинноватой.
Поверхность бывает полированной, шлифованной и даже не обработанной
Обработка нержавейки не вызывает суровых заморочек. Узкий металл рубится, штампуется, выдавливается, разрезается абразивными кругами созданными для резки стали и имеющие маркировку «INOX».
А бывает обширно применяется таковой метод производства деталей вращения.
Подсказки, позволяющие эффективнее сверлить \
При этом эта марка стали на столько пластична, что позволяет «выкатывать» изделия с шириной стены 0,15-0,2мм. Вот к примеру сколько весит кружка объемом 0,5л
Самостоятельно резать нержавейку желательно углошлифовальной машиной с диском поперечником 115 либо 125мм и шириной 1 мм, соблюдая правила техники безопасности.
Для обработки швов, растачивания отверстий и других операций, не требующих снятия огромного объема металла комфортно воспользоваться бормашинами.
В этот список выпускается широкий ассортимент абразивных инструментов, от твердосплавных боров, до маленьких отрезных дисков с напылением из искусственных алмазов.
Сверление нержавейки в промышленных масштабах тоже не встречает сложностей, в быту имеет только одно ограничение, по скорости вращения рабочего органа устройства.Это вам понравятся и рядовая электронная дрель и сверлильный станок, главное чтоб обороты были очень низкими.
Около 100 об/мин, будут достаточными с целью делать отверстия хоть какого поперечника в металле хоть какой толщины. В электродрели с электрическим регулятором это делается просто, как быть если такового в конструкции нет. Выход прост. Необходимо дрель включать маленькими нажатиями на кнопку запуска.
За секунду коллекторный движок просто не успевает разогнаться до номинальных оборотов. Сверлильный станок встречаются далековато у редкого, но его облегченная версия в облике подставки под электродрель, вещь полностью доступная и даже не занимающая дома много места.
При кажущейся простоте это устройство очень упрощает процесс сверления.
Чем конечно сверлить нержавеющую сталь. Отверстия поперечником до 10-12 мм в металле шириной от 1 мм выполнить возможно обыкновенными сверлами с углом заточки режущей кромки около 120 градусов
В любом случае предпочтение следует отдавать российским сверлам марки Р18 широко на данный момент всераспространенным сверлам в составе которых заходит кобальт.
В их маркировке так и обозначено СО5, другими словами в составе металла 5 процентов кобальта. Они позволяют сверлить нержавейку даже на больших(до 800) оборотах.
Отверстия более 6мм проще делать в течение нескольких проходов. На пример 2,5 мм, потом 6 мм, потом 10 мм.
Для выполнения сверлений узкого (до 1 мм) металла есть особые ступенчатые сверла.
Их главное достоинство о том что они не задирают края отверстия и оно выходит совершенно круглым.
Чтобы сделать отверстие огромного поперечника есть кольцевые сверла так именуемые «коронки».
Ими выполнить возможно отверстия от 14 мм и выше, ряд их поперечников соответствует и сантехническому (дюймовому) ряду труб и метрическому. Они имеют оснастку для зажимания, в стандартный сверлильный патрон с поперечником используемых сверл до 13 м. По этой причине выполнить возможно отверстия в листовом и любом другом металле.
Для соединения изделий из стали подходят нашему клиенту остается известные методы. Это и пайка низкотемпературными безсвинцовыми(пищевыми) припоями, высокотемпературными припоями, ручная и автоматическая сварка в среде защитных газов. Пайка низкотемпературными припоями доступная в быту, а ассортимент выпускаемой посуды из стали настолько разнообразен, что позволяет изготавливать самые различные детали самогонных аппаратов.
Глубокое сверление нержавейки
Источник: https://vdiweb.ru/sverlenie-nerzhavejki-v-domashnih-uslovijah/
Как сверлить нержавейку в домашних условиях? — Справочник домашнего мастера

Нержавеющая сталь активно используется в строительной отрасли, позволяя сооружать долговечные и прочные конструкции без риска коррозийного повреждения.
Однако прочностные качества и в целом физические характеристики таких сплавов создают немало проблем на этапе монтажных мероприятий, когда требуется выполнение точечной слесарной обработки.
Например, создание отверстий – одна из самых популярных операций такого рода, позволяющая подготовить технологические зоны для будущего крепежа.
Соответственно, возникает вопрос о том, как просверлить нержавейку? Задача непростая и требующая использования специального инструмента. Также техника непосредственного выполнения работы требует от исполнителя знания определенных нюансов процесса.
Для начала определяется тип инструмента, которым можно будет качественно и безопасно выполнить подобную операцию. Если речь не идет о производстве, где вполне оправдано было бы применение сверлильного станка, то выбор встанет между дрелью и перфоратором. Конечно, глаз неопытного пользователя сразу падет на перфоратор, как на более мощный агрегат. Но не все так очевидно.
Действительно, средний перфоратор будет куда производительнее электродрели, но он же располагает более массивным корпусом, обладает внушительной массой и в принципе ориентируется на работу с кирпичом и бетоном.
Как просверлить нержавейку перфоратором? Работать придется в изначально некомфортных условиях, поскольку массивная конструкция не даст простора для маневренности, а это залог успешной обработки твердотельных сплавов. Акцент придется делать на физической стабилизации инструмента, в которой не обойтись без дополнительной боковой рукоятки.
Что касается дрели, то, разумеется, упор следует делать на профессиональные модели с достаточным запасом мощности – не менее 1500 Вт в случае с сетевыми аппаратами, и от 18 В, если нужен аккумуляторный инструмент для удаленных работ.
Но в обоих случаях конструкция дрели оптимально подойдет для работ с нержавейкой.
К слову, в дополнение будет не лишним предусмотреть полезный набор функций – электронную регулировку оборотов, кнопку застопоривания выключателя и реверсный ход.
Выбор подходящего сверла
Желательно отдавать предпочтение кобальтовым сверлам, выполненным из быстрорежущих стальных сплавов марок HSS (М35), HSSCo5, Р6МК5 и др. Целевое назначение подобной оснастки – выполнять отверстия в труднообрабатываемых и нержавеющих заготовках.
Например, в составе сверла Р6М5К5 содержится 5 % кобальта, что значительно увеличивает красностойкость изделия.
Иными словами, накаливание сверла с критическим перегревом может произойти только в случае превышения установленных нормативов по времени рабочего сеанса, но не в обычном штатном режиме сверления.
При этом даже интенсивная эксплуатация элемента не снизит его износостойкости и твердости. Эти качества можно объяснить особой технологией производства по методу шлифования, который исключает внутреннее напряжение металла.
Конструкционные параметры сверла: что учесть?
Рабочая часть сверла может выполняться по-разному, в зависимости от требуемой техники реза. К примеру, спиральные модели имеют стержень с винтовыми кромками и канавками, уводящими стружку. Это универсальный вариант для бытовых работ, характеризующийся надежностью и достойным качеством сверления.
В качестве альтернативы можно предложить и ступенчатое сверло, но оно скорее подходит для производств, где требуется за небольшие промежутки времени без смены оснастки выполнять несколько разноформатных отверстий.
Также следует обратить внимание на угол заточки сверла по нержавейке, который может составлять от 100° до 140°. Какой угол будет предпочтительнее? Для сталей лучше выбирать модели на 130-140°. Понижение этого показателя делает сверло подходящим уже для мягких материалов наподобие дюралюминия и латуни.
Выбор сверла по типу хвостовика
Поскольку оснастка будет испытывать повышенные механические нагрузки под вибрациями в процессе работы, важно продумать и тип соединения с патроном. Самой распространенной является цилиндрическая сцепка ключевого типа.
На нее, в частности рассчитываются сверла по металлу HSS от Inforce, располагающие прочностным запасом на растяжение до 900 Н/мм2.
Как отмечают специалисты, трансляция крутящего момента в этой конструкции не самая удачная, но зато не придется беспокоиться о рисках заклинивания.
Еще один вариант хвостовика – шестигранный. В этом случае фиксация обеспечивается трехкулачковым патроном с жестким позиционированием каждой грани. Крепление надежное, но механика обращения с такой оснасткой достаточно затруднительна. Если нужно выполнять серийные сверления, то манипуляции с заменой насадки доставят немало хлопот.
Подготовка смазочно-охлаждающих материалов
Высокопроизводительная механическая обработка металлических сплавов сопровождается повышенными нагрузками с температурой, доведенной до критических величин. Чтобы минимизировать подобные эффекты, применяются смазочные и охлаждающие жидкости для сверления под нагрузкой. В этой части надо предусмотреть два момента – саму механику подачи состава и его рецептуру.
Что касается первого, то в разовых мероприятиях можно смачивать рабочую область вручную по мере накала. Автоматические системы обычно реализуются в виде насосной подводки – например, из автомобильной помпы. Оптимальный же состав смеси будет включать комбинацию машинного масла и серы. В качестве дополнительного модификатора можно использовать и технические присадки, повышающие вязкость масла.
Процесс сверления
Инструмент сразу настраивается на низкие или средние обороты, так как нержавейка плохо переносит высокие скорости – так можно повредить кромки или сверло. Заготовка устанавливается на прочно зафиксированную базу. Желательно использовать металлический верстак с тисками. Непосредственно механический контакт выполняется только в момент достижения оптимальной скорости дрели. Затем приступают к резу.
Кобальтовое сверло по нержавейке направляется строго перпендикулярно под легким нажимом. Никаких отклонений или рывков допускать нельзя. Более того, даже остановки не желательны, так как сбой темпа движения в принципе негативно отразится на структуре отверстия. Завершается процесс с поддержкой начальных оборотов. Снижение скорости и отключение аппарата производится только после изъятия сверла из отверстия.
Часто встречаются ситуации, когда каленый металл не поддается даже сверлам на основе кобальта формата HSS. Обычно это касается листов толщиной более 6-7 мм. Как просверлить нержавейку в данной ситуации?
Выходом станет или применение алмазных коронок для резки стекла, или же использование насадки с мелкозернистым сплавом и напайками. Второй вариант предлагается в линейке Bosch. Немецкие разработчики выпускают уникальную линейку Multi Construction с отличительной чертой в виде синего пояса на спиралях. Подобный тип сверла благодаря центрирующему острию и AWB-пайке может справляться даже с закаленной нержавеющей сталью.
Источник: https://reminform.com/kak-sverlit-nerzhaveyku-v-domashnih-usloviyah/