Содержание
- 1 Вальцы для листового металла своими руками — Справочник металлиста
- 1.1 Конструкция самодельного вальцовочного станка
- 1.2 Конструкция редуктора
- 1.3 Технология сборки вальцовочного станка для листового металла
- 1.4 Заключительные операции
- 1.5 Что можно усовершенствовать в данной конструкции
- 1.6 Обратите внимание
- 1.7 Где купить
- 1.8 Вальцовка листового металла и изготовление вальцов своими руками
- 2 Вальцы своими руками. Как изготовить вальцы своими руками
- 3 Самодельные вальцы для листового металла
- 4 Листогибочные вальцы трехвалковые своими руками
- 5 Вальцы для листового металла своими руками чертежи
Вальцы для листового металла своими руками — Справочник металлиста

Сегодня обсудим самодельные вальцы для листового металла. Предлагаемый на нашем сайте ручной станок для обработки листового металла стоит существенно дешевле промышленных аналогов, но при этом достаточно хорошо выполняет все необходимые функции.
Он практичен, имеет небольшие габариты, в связи с простотой конструкции отличается высокой надежностью и длительным сроком службы.
Конечно, в споре с оборудованием промышленного изготовления он проигрывает и в производительности, и в качестве выполненной работы, и в диапазоне технических характеристик. Но для изготовления гаражно-дачно-домашних поделок он вполне может быть применен.
Конструкция самодельного вальцовочного станка
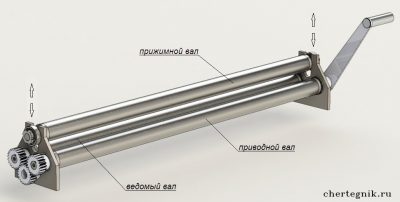
Вальцовочный станок состоит из массивного основания, подающего и приемного валов, связывающего их редуктора и прижимного устройства. Кинематическая схема одного из вариантов конструкции предложена на рисунках.
Вид 1. Кинематическая схема вальцовочного станка.
Вид 2. Кинематическая схема вальцовочного станка.
Спецификация схемы:1. Рукоятка ручного привода;2. Приёмный вал;3. Приводящий вал;4. Шестерня приёмного вала;5. Шестерня приводящего вала;6. Основание;7. Боковая стойка;8. Амортизатор;9. Стягивающая пластина;
10.Регулировочные винты.
Конструкция редуктора
Основными элементами конструкции являются валы.
Деталировка.
Вал и боковая стойка.
Валы обязательно должны быть изготовлены из стали и пройти закалку. Их следует вытачивать на токарном станке.
Длина шеек должна ровняться высоте выбранных вами шарикоподшипников, а одна — увеличена на хвостовик (высоту монтажного фланца рукоятки).
Хвостовик должен иметь диаметр, позволяющий шарикоподшипнику свободно «пройти» до шейки.
Сложнее обстоит дело с редуктором.
Деталировка.
Шестерня.
Если нет возможности изготовить шестерни (а это возможно только в заводских условиях на специальном оборудовании) или подобрать уже готовый планетарный редуктор для привода валов, то применяют цепную передачу от велосипеда.
В этом случае на оси валов устанавливаются зубчатые шестерни-«звёздочки» задних колёс взрослого дорожного (самой дешёвой конструкции, без наворотов и суппортов) велосипеда.
В этом случае на шейке вала необходимо выполнить фрезерные работы для установки шпонки.
Напоминаем, что валы должны вращаться с абсолютно одинаковой скоростью, так как иначе возможно проскальзывание обрабатываемого материала (со всеми вытекающими печальными последствиями).
Поэтому, следует устанавливать новые шестерни или такие, которые не были в эксплуатации (без износа).
Следует предусмотреть подпружиненный натяжитель цепи со «звёздочкой» от маленького (детского) велосипеда.
Обратите внимание на совместимость «звёздочек» с велосипедной цепью (возможен разный модуль зубчатых шестерён). Для проверки совместимости, следует каждую шестерню «прокатить» по разложенной на столе цепи. При совместимости зубья должны легко попадать в звенья.
Цепь, также, лучше применять новую. Вместе с покупкой «звёздочек» и велосипедной цепи следует купить для неё ремонтный комплект, в котором имеются звенья-вставки и втулки-оси.
Цепь, перед установкой, необходимо подогнать по размеру (по длине) для нашего приспособления.
Тут вам и потребуются детали из этого комплекта (как производится замена указано в «Инструкции по применению» ремкомплекта).
Технология сборки вальцовочного станка для листового металла
Сборка начинается с запрессовки в ползуны (4 штуки) шарикоподшипников (4 штуки).
Деталировка. Шарикоподшипник и ползун.
Эту операцию целесообразно выполнять в слесарных тисках.
Далее, во внутреннюю обойму шарикоподшипников (вставленных в ползуны) запрессовываются шейки валов.
Производится это на наковальне методом осевых ударов молотком через прокладки из мягкой меди (возможен другой мягкий металл: алюминий и т. п.).
Тот, кто не найдет нужные шарикоподшипники, может запрессовать в ползуны бронзовые втулки, выточенные под его установочные размеры (с учётом скользящей посадки для шейки вала).
Разметку и установку боковых стоек будем производиться «по месту».
Ползуны (в сборке с валами) собрать с боковыми стойками (4 штуки) и разместить на основании. При сборке ползунов со стойками, рекомендуется направляющие последних смазать густой смазкой (подробно о смазке — в конце статьи).
Проверить свободное вращение валов, и сделать разметку для монтажа всех боковых стоек (эскиз стоек – смотри выше). Крепление стоек целесообразно выполнять при помощи болтов М 6…8 с потайной головкой (сварка не рекомендуется – всю конструкцию «поведёт»).
Последовательность монтажа боковых стоек:
- установить две стойки с одной стороны (любой), проверить свободный ход ползунов этой стороны и проверить разметку для крепления стоек другой стороны. При необходимости разметку скорректировать;
- установить одну стойку другой стороны (аналогично указанному выше), проверить свободные ход ползунов (всех!) и вращение валов. Проверить разметку установки последней стойки и при необходимости скорректировать;
- установить последнюю стойку (аналогично указанному выше). Проверить свободные ход ползунов и вращение валов.
Возникшие заедания устраняются поочерёдным ослаблением крепления боковых стоек и подкладыванием под них клиньев из обрезков тонкой жести или других подходящих кусочков металла.
Сверху на ползуны кладется амортизатор (из жёсткой резины) и на него — прижимная планка. Четырьмя винтами эта планка прижимает амортизатор к ползунам приёмного вала и последний — к приводящему. При эксплуатации этими винтами регулируется давление одного вала на другой.
На хвостовик шейки приводящего вала устанавливается рукоятка ручного привода — можно использовать ручку от ручной мясорубки.
Рукоятка ручного привода.
В этом случае, на хвостовике под её присоединительный размер следует наждаком «снять лыску».
Самодельные вальцы для листового металла вы собрали, но начинать их эксплуатацию ещё рано.
Заключительные операции
После сборки обязательно снимите заусеницы (напильником или любым другим подручным инструментом) и «завалите» (притупите) острые кромки. Что бы инструментом было приятно пользоваться, его следует покрасить.
Этим вы, кроме эстетических свойств, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ». Перед покраской не забудьте произвести очистку (в том числе и обезжиривание) металлических поверхностей.
И заключительная операция – это смазка. Проверьте наличие смазки на направляющих ползунов (вы их смазывали при сборке). Произведите смазку регулировочных винтов и подшипников.
Можно использовать любую консистентную смазку (жировую, литол, солидол и т. п.).
Что можно усовершенствовать в данной конструкции
В предложенной вашему вниманию конструкции заложена независимая регулировка усилий на боковых стойках. Сверху, при желании, можно установить редуктор, который будет эти усилия уравнивать, и ваш девайс будет иметь примерно такой вид.
Самодельный ручной вальцовочный станок в сборе.
Другая конструкция самодельного ручного вальцовочного станка.
Обратите внимание
Обращаем ваше внимание на то, что размеры на наших чертежах и эскизах являются ориентировочными и их нельзя принимать, как исполнительные.
Предлагаемая конструкторская документация является подсказкой для энтузиастов-самоделкиных. Она призвана лишь указать вам «направление движения».
Поэтому, некоторые (не ответственные) узлы конструктивно до конца не проработаны и «отданы на откуп» вам, любители экспериментировать.
Двигаясь по этому направлению, вы сможете, исходя из своих потребностей и возможностей, разработать приемлемую для вас исполнительную конструкторскую документацию (комплект эскизов) с исполнительными размерами и продумать свою технологию изготовления девайса.
Желаем вам успехов!
Где купить
Если все таки решите не делать, а купить готовый станок, контакты продавцов выбирайте на странице «Где купить листогибочный станок«.
Источник: https://ipmet.ru/svoimi-rukami/listogibochnyj-stanok/valtsy/
Вальцовка листового металла и изготовление вальцов своими руками
Такая технологическая операция, как вальцовка листового металла, остается распространенной уже на протяжении достаточно продолжительного времени.
Конечно, вальцы, используемые для обработки листового металла, с момента своего изобретения претерпели серьезные изменения, но принцип их действия практически не изменился.
Развитие современных технологий привело к тому, что сегодня на рынке можно без особых проблем найти оборудование, позволяющее выполнять такую сложную технологическую операцию, как вальцевание, даже в домашних условиях.
Вальцовка листового металла на электромеханическом станке
Источник: https://ssk2121.com/valtsy-dlya-listovogo-metalla-svoimi-rukami/
Вальцы своими руками. Как изготовить вальцы своими руками

В списке наиболее востребованных приборов в любом металлургическом производстве лидирующим является вальцовочный станок (вальцы). С помощью вальцов удается согнуть металлический лист, изогнуть трубу, любые овальные или других форм детали. Применяются вальцы и в ювелирном производстве для правильного и аккуратного изгибания украшений.
Описание вальцов
Основные рабочие механизмы вальцов – это вращающиеся цилиндры. Раскаленные пласты металла пропускают через цилиндры и, таким образом, происходит гибка металла. Вальцовочные станки, в зависимости от назначения, имеют от 2 до 5 цилиндров, а наибольшее распространение получили 3-х и 4-х валковые модели.
За изгиб деталей отвечает третий задний вал, а радиус закругления, в свою очередь, определяется расстоянием между задним и верхним валом.
Из-за порой очень больших нагрузок вальцы для металла могут ломаться, что приводит к частой замене станков. Во время работы с железом его необходимо неоднократно нагревать, после вальцовочного станка железные пласты отправляют в печь, раскаляют и снова выполняют прокатку. Затем снова нагретые бруски железа отправляются на сортовой станок.
Проходя через вальцы, уменьшается поперечное сечение металла и он удлиняется. Такое действие оказывает высокая температура нагрева металлических изделий и степень давления на них.
Для того чтобы сделать изделие цилиндрической формы, необходимо настроить задний вал параллельно переднему. При изготовлении металлического конуса задний вал надо устанавливать под углом, относительно переднего.
Есть модели вальцовочных станков гораздо проще, обработку металла на них можно выполнять, установив на столе. Такие модели менее функциональны, так как прибор во время работы постоянно надо удерживать на месте. Однако можно использовать крепежные детали – это гораздо упростит процесс вальцевания.
Чем меньше габариты прибора, тем ниже его стоимость. При выборе вальцовочного станка следует учитывать размер наибольшей детали, которая подлежит обработке, и ее толщину.
Современные вальцовочные станки способны выполнять такие функции:
- изгиб труб до 180 °;
- работа с трубами из металла;
- деформация труб разного диаметра.
Сфера применения
Свое применение валковые машины нашли при производстве воздуховодов, водостоков, вентиляционных систем, труб, дымоходов.
Небольшие размеры машин позволяют использовать их в любом месте и непосредственно на строительно-монтажном объекте. Ручные вальцы не портят полимерное покрытие листового металла.
Пищевая промышленность использует дробильные вальцы, к примеру, при производстве муки. В химической промышленности можно встретить листовальные, рафинирующие, листогибочные вальцы.
Последние имеют ряд явных преимуществ, таких как: надежность, простота в обслуживании, высокая производительность, система регулировки хода металлического листа.
Вальцы для металла
Чтобы придать цилиндрическую форму листовому металлу, без вальцовочного станка обойтись просто невозможно. Вальцы для трубы наиболее часто применяются при изготовлении систем водостока.
Вальцовочные машины с ковочными цилиндрами осуществляют холодную гибку металлических заготовок и относятся к категории ротационных моделей. Это оборудование можно применять для работы с тонколистовой сталью, толщиной от 0,1 до 120 мм.
Можно также выполнять обработку пластичных металлов, резиновых смесей и пластмассы.
Выбирается вальцовочная машина в зависимости от толщины материалов. Вальцы двухвалковые состоят из двух параллельно расположенных валов. Верхний с небольшим диаметром сечения зачастую изготавливают из высокопрочной стали, а нижний, с большим диаметром сечения, состоит из стали с каучуковым покрытием.
От того, с какой силой будет давление на трубу, зависит ее диаметр на выходе. Вальцы трехвалковые бывают пирамидальными, то есть симметричными, и асимметричными. Сегодня они очень востребованы на производстве вентиляционных воздуховодов, водостоков круглых форм, радиусных деталей.
Трехвалковые фальцы используют для обработки медных, железных, стальных, цинковых и других материалов.
Четырехвалковые имеют дополнительный валок внизу, упрощающий процесс вальцовки.
Между верхним и нижним цилиндрами укладывается лист раскаленного металла, подгиб передней части которого выполняется при помощи гибочного вала. В процессе фальцовки лист металла постепенно закругляется.
Самые используемые вальцы – 3-х и 4-х валковые, имеют между собой такие отличия:
- лист тоньше 6 мм проскальзывает между валами;
- скорость прокатки металлического листа не должна превышать 5 м/мин;
- точка зажима листа не имеет точных координат за счет чего управлять станком сложнее;
- низкая стоимость.
- все вальцы обеспечивают между собой надежное сцепление и вероятность выскальзывания листа минимальна;
- скорость прокатки может быть больше 6 м/мин;
- процесс работы автоматизирован, оператору необходимо только ввести параметры работы станка;
- завышенная цена.
По способу сгибания вальцы делят на:
- дорновые. Они способны выполнять деформацию тонкостенных труб;
- сегментные. Трубы сгибаются под действием отдельного сегмента, который и вытягивает трубу;
- пружинные. Наличие пружины, которая сгибает пластик без его деформации. Это ручной метод обработки материалов;
- арбалетные. Они предназначены для труб определенного диаметра.
Типы вальцов
Станки бывают нескольких видов:
- Вальцы ручные – это наиболее удобное и практичное приспособление для деформации материалов. Сложностей в работе с устройством не возникает, кроме того, такие станки не нуждаются в подключении в сеть. На основной станине закреплены струбцины и подающие вальцы, работающие с цепной передачей.
Вальцы профильные, имеющие ручной привод наиболее часто используются для единичного производства, а не для поточного. Такие приборы выделяет целый ряд преимуществ:
- долговечность, надежность конструкции и простота работы с ней;
- небольшие размеры вальцовочного станка, за счет этого он занимает мало места;
- простая регулировка нижнего и заднего вращающихся валов;
- верхний вал снимается;
- низкая цена станка.
Вальцы ювелирные ручные широко используются ювелирами для выполнения прокатки и вальцовки плоских заготовок и проволоки из металла, для придания им нужной формы. В составе рабочих цилиндров ювелирных вальцов износостойкая углеродистая легированная сталь. Такие вальцы имеют порошковое покрытие, защищающее их от коррозии.
К работе с вальцами ручного приспособления нужно применять дополнительные усилия, так как ручные станки не работают от электричества и основным направляющим механизмом в них является специальная труба. Для обработки на таких станках сгодятся небольшие металлические изделия.
- Гидравлические вальцы — гидроприводные станки отличаются высокой мощностью. Вальцовочный станок оценен профессионалами, как наиболее качественный и высокопроизводительный агрегат. Однако он довольно увесистый, и установив его один раз, вряд ли получится самостоятельно перемещать станок с места на место без посторонней помощи.
- Электрические вальцовочные станки имеют наибольшую производительность за счет работы электрического мотора, который позволяет быстро деформировать трубу между вальцами. Принцип работы данной модели напоминает ручной, однако здесь присутствует мотор. Такое оборудование часто используется в промышленном производстве и имеет множество положительных отзывов от потребителей. Единственный минус – это завышенная цена электромеханического оборудования.
Вальцовочные станки в домашней мастерской или гараже должны быть:
- мобильными. Такой станок должен быть легким по весу для простоты перемещения;
- занимающими немного места;
- маломощными и экономящими электроэнергию. Станок на 20 кВт делает свою работу очень быстро, однако потребляет при этом огромное количество энергии. Его работу попросту может не выдержать проводка в доме. Как вариант в домашних условиях можно использовать вальцы мощностью до 1500 Ватт, а также ручные.
Если вам, по тем или иным причинам, не подходит ни один из перечисленных выше вариантов вальцовочных станков, то вы также можете изготовить вальцы своими руками, ведь мало какой серьезный ремонт может обойтись без этого станка.
Покупной или самодельный станок
Безусловно, чтобы не тратить свое время и силы на изготовление домашнего станка, на расчеты вальцов и нагрузок, гораздо проще его купить. Однако камнем преткновения в данном случае является цена готового покупного оборудования, которая варьируется в диапазоне от 20 до 35 тысяч рублей.
Вполне возможно, что конструкция, которую вы собрались возводить с использованием вальцовочного станка, стоит гораздо меньше самого прибора.
И если не в ваших планах возводить ажурный забор или беседку, то такие расходы на приобретение профессионального вальцовочного станка вовсе ни к чему. Попробуйте сделать станок своими руками.
Если у вас получилось создать прибор для деформации металлических изделий, то применяя его на практике, позаботьтесь о том, чтобы в работе не были допущены следующие дефекты:
- появление трещин на металлическом профиле. В противном случае деталь нужно выбросить;
- избегать сжатия и растяжения поверхности в точке нагрузки на конструктивный элемент;
- сжатие или деформацию детали перед вальцеванием.
Если вы решились сделать станок самостоятельно, то для дальнейшего удобства работы с ним желательно совмещать его работу с электроприводом.
Для этого подойдет любой мотор с редуктором, который упростит процесс выполнения деформации металла. При помощи стальной трубы, которая монтируется на обычный домкрат, сделайте прижимное устройство для профиля.
Благодаря таким нехитрым дополнениям вы сможете получить качественную готовую продукцию.
Вальцы своими руками
При самостоятельной сборке вальцов важно соблюдать некоторую последовательность. Необходимы также и определенные навыки проведения механических работ.
Перед тем, как сделать вальцы своими руками, вам необходимо подготовить набор нужных материалов, деталей, а также спланировать чертеж будущих вальцов.
Этапы сборки вальцов:
- Изготовление вальцов начинается с монтажа основной станины. Для этого можно использовать изогнутый профиль или каркас из труб.
- Для вертикальной опоры используйте П-образный профиль. В его верхней открытой части установите деформирующий элемент вальцового механизма. Для его крепления понадобится струбцина с резьбой. Нижнюю часть опоры крепите под станиной.
- Для сборки вальцового механизма вам потребуется передаточная цепь.
- После установки цепи на звездочки, ее необходимо натянуть, затем проверить простоту хода и начать монтаж ручки подачи.
- Для изготовления вальцов лучше всего подойдет закаленная сталь.
- В готовом валковом станке предусмотрите радиальную регулировку, которая позволит изменять размер зазора между рабочими валками.
- При помощи подшипников качения закрепите вальцы к станинам.
Ювелирные вальцы своими руками
Вальцы для ювелирных работ выполняются таким образом:
- При помощи токарного станка выточите два вала. Для этого лучше подойдет легированная сталь Шх15.
- Обработайте на фрезерном станке держатели для вальцов, они могут быть из не каленной стали. Внутрь вставьте прокладки из латуни или бронзы для хорошего скольжения валков.
- Токарный и зубофрезерный станки помогут вам выточить и закалить шестеренки, которые необходимы для передачи вращения от рукоятки к вальцам. Для шестеренок подойдет углеродистая сталь Х12.
- Комплект ювелирных вальцов готов. В конце необходимо зачистить все детали, отполировать их и собрать.
Вальцы своими руками.
Источник: https://recn.ru/valcy-svoimi-rukami
Самодельные вальцы для листового металла

страница » Своими руками » Листогибочный станок своими руками » Самодельные вальцы для листового металла
Мы продолжаем серию статей про самодельные приспособления, предназначенные для гибки листового металла. Рекомендуем прочитать:
«Простейший самодельный гибочный станок листового металла»;
«Самодельный листогибочный станок для окрашенной жести».
Сегодня обсудим самодельные вальцы для листового металла. Предлагаемый на нашем сайте ручной станок для обработки листового металла стоит существенно дешевле промышленных аналогов, но при этом достаточно хорошо выполняет все необходимые функции.
Он практичен, имеет небольшие габариты, в связи с простотой конструкции отличается высокой надежностью и длительным сроком службы.
Конечно, в споре с оборудованием промышленного изготовления он проигрывает и в производительности, и в качестве выполненной работы, и в диапазоне технических характеристик. Но для изготовления гаражно-дачно-домашних поделок он вполне может быть применен.
Листогибочные вальцы трехвалковые своими руками
При необходимости частого изготовления полых или конусовидных изделий из тонколистового металла основным технологическим процессом является гибка, а наиболее подходящим оборудованием — трёхвалковые листогибочные вальцы. Почему именно трёхвалковые? Потому, что кинематическая схема четырёхвалковых листогибочных машин с ручным приводом значительно усложняется, а видимых преимуществ от этого получить не удаётся.
Самодельные 3-х валковые листогибочные вальцы
Как разработать техническое задание на разработку вальцовочного станка своими руками
Простейшая схема трёхвалкового ручного станка включает в себя:
- Рамное основание.
- Две боковых стойки с отверстиями под подшипниковые узлы.
- Три продольных вала, один из которых – верхний — размещается под углом 60° относительно двух остальных.
- Комплект рабочих валков, количество которых зависит от предельного значения наружного диаметра вальцуемой заготовки.
- Рукоятку для вращения нижних, приводных валков.
- Зубчатую или цепную передачу, которая обеспечит синхронное вращение приводных валков в одну сторону.
- Нажимной узел с пружинами сжатия, который обеспечит возможность прижима неприводного валка к заготовке. Его проще выполнять слева или справа, поскольку тонкий лист довольно легко выходит из зазора при изменении его первоначального значения только с одной стороны.
- Приспособление для поворота одной из стоек вальцовочного станка с целью замены рабочих валков.
Прежде всего, следует чётко ограничить технические возможности проектируемого валкового оборудования. Вальцовочный станок с ручным приводом способен производить гибку листового металла толщиной не более 1 — 1,5 мм, при ширине заготовки до 600 мм.
При малой энергоёмкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются весьма значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков.
Между тем видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия.
Из двух вариантов – асимметричное либо симметричное размещение приводных валков – предпочтение стоит отдать второму варианту, поскольку в этом случае сделать вальцы своими руками значительно проще.
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки.
Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп.
Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.
Установка верхнего валка вальцовочного станка
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба.
Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно.
В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары.
Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.
Чертеж общего вида трехвалкового вальцовочного станка
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Самодельные валковые листогибы с ручным приводом собираются в следующей последовательности:
- Сваривается (по размерам, приведенным на чертеже общего вида) станина вальцовочного станка.
- Монтируются боковые стойки, для которых подойдёт стальной швеллерный профиль из низкоуглеродистой стали марки 09Г2С или подобной.
- Крепится корпус под детали передачи (если шестерни придётся сделать самостоятельно или заказывать, то для монтажа цепной передачи можно подобрать силовые звёздочки и натяжную цепь, например, от горного велосипеда).
- Валы вводятся в отверстия корпусов подшипников, после чего выставляется их параллельность, и производится окончательная фиксация узлов станка.
- Перед окончательной сборкой валкового агрегата своими руками стоит произвести пробную гибку детали, уточнить количество и характер смазки опор подшипников, а также отрегулировать натяжение приводной цепи.
Самодельный 3-х валковый листогибочный станок
Если установка вальцев предполагается в неотапливаемом помещении (например, в гараже), то все детали стоит покрасить атмосферостойкой краской или позаботиться об их антикоррозионном покрытии.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: http://StankiExpert.ru/stanki/gibochnye-stanki/listogibochnye-valcy-svoimi-rukami.html
Вальцы для листового металла своими руками чертежи
Вальцы представляют собой универсальное оборудование, позволяющее эффективно справляться с листогибочными операциями. Изготовить вальцы своими руками не так уж трудно, но для этого необходимо предварительно познакомиться с серийными моделями, их конструкцией и принципом действия.
Трехвалковые ручные вальцы – наиболее подходящая конструкция для самостоятельного изготовления
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла.
Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию.
Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.
Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре.
В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте.
Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий. Ручные
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками.
Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала.
Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.
Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.
Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь.
Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие.
Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Основные технические параметры
Как сделать листогибочный станок своими руками? Для этого необходимо не только разработать чертежи такого устройства, но и определиться с его техническими характеристиками. Лучше всего взять за основу конструкцию серийной модели и уже самостоятельно адаптировать ее под собственные потребности.
Сборочный чертеж трехвальцового станка заводского изготовления (нажмите для увеличения)
Учитывая тот факт, что свои вальцы вы собираетесь установить в определенном помещении, следует сразу определиться с их габаритами.
От данного параметра, который напрямую зависит от длины устанавливаемых валов, будет зависеть, какой ширины листовые заготовки вы сможете обработать на устройстве, изготовленном своими руками.
Определяясь с размерами ручных вальцов, следует также учитывать и то, что выполнять на них обработку листовых заготовок с шириной более 1,2 метра будет достаточно тяжело физически. Масса самодельного станка будет оказывать влияние на возможность его перемещения по помещению и транспортировки.
Вал приводной. Чертеж (нажмите для увеличения)
Вал откидной. Чертеж (нажмите для увеличения)
Вал прижимной. Чертеж (нажмите для увеличения)
Чертеж трехвалковых листогибочных вальцов с электроприводом (нажмите для увеличения)
Кроме габаритов и массы будущих вальцов, надо определить следующие характеристики такого оборудования:
- диаметр валков – основных рабочих органов устройства (от данного параметра, который является достаточно важным, будет зависеть то, с каким максимальным радиусом вы сможете сгибать обрабатываемые металлические листы);
- максимальное расстояние, на котором верхний упорный валок сможет располагаться от нижних;
- максимальное расстояние, на которое смогут раздвигаться нижние валки;
- скорость, с которой обрабатываемый листовой материал сможет перемещаться между валками.
Определится с размерами и конструкцией станка поможет изучение технических параметров заводских моделей
Важным параметром, на который следует обращать особое внимание при разработке чертежа будущих вальцов, является жесткость их конструкции. При обработке металлических листов значительные механические нагрузки испытывают не только валки, но и все остальные узлы – станина, приводной механизм и др. Именно поэтому выбирать схему работы вальцов, а также подбирать материалы для ее реализации следует с особой тщательностью.
Чаще всего принимаются за изготовление вальцов 3-х валковых, так как увеличение количества рабочих органов таких маломощных ручных устройств приводит к увеличению и уровня нагрузки, оказываемой на его приводной механизм.
Рекомендации по изготовлению вальцовочного станка
После того как чертежи ваших будущих вальцов разработаны, а материалы подготовлены, можно приступать к изготовлению станка. Перед его сборкой вам надо изготовить следующие элементы.
Опорная рама
На ней будут установлены нижние валки оборудования. Изготовить такую раму можно из двух листов толстого металла, которые соединяются между собой ребрами жесткости (можно использовать для этого несколько труб).
К боковой поверхности листов, из которых будет изготовлена рама, для придания им дополнительной жесткости необходимо приварить стальные уголки.
Опорные валы на элементы такой рамы устанавливаются в специальные пазы, которые следует предварительно разметить и вырезать.
Самодельная рама в сборе с валками
Опорные стойки
На них будет располагаться верхний валок. Для изготовления таких стоек лучше использовать не трубы, а массивный П-образный профиль из стали. Для обеспечения вертикального перемещения верхнего валка подойдет червячная передача.
Приводной механизм
Он будет состоять из трех звездочек, цепи и механизма ее натяжения.
Вид станка с торца до закрепления деталей приводного механизма
Самодельный привод станка можно собрать и на основе шестереночной передачи
Вам также потребуются болгарка, сварочный аппарат, дрель и набор слесарных инструментов. Порядок действий по изготовлению вальцов своими руками выглядит следующим образом.
- Предварительно подготовленные узлы станка, размеры которых должны точно соответствовать чертежу, соединяются между собой при помощи сварки.
- Верхний и нижние валки устанавливаются в предварительно подготовленные для них места на станине и опорных стойках.
- Собирается приводной механизм вальцов.
- После сборки оборудования проводится тестирование работоспособности его составных элементов и корректность их взаимодействия друг с другом.
По описанной выше схеме (с небольшими конструктивными отличиями) можно также изготовить своими руками станок для гибки металлических труб.
Источник: http://met-all.org/oborudovanie/prochee/ruchnye-trehvalkovye-valtsy-svoimi-rukami-chertezhi.html
Самодельные вальцы для листового металла
страница » Своими руками » Листогибочный станок своими руками » Самодельные вальцы для листового металла
Мы продолжаем серию статей про самодельные приспособления, предназначенные для гибки листового металла. Рекомендуем прочитать: «Простейший самодельный гибочный станок листового металла»; «Самодельный листогибочный станок для окрашенной жести».
Сегодня обсудим самодельные вальцы для листового металла.
Предлагаемый на нашем сайте ручной станок для обработки листового металла стоит существенно дешевле промышленных аналогов, но при этом достаточно хорошо выполняет все необходимые функции. Он практичен, имеет небольшие габариты, в связи с простотой конструкции отличается высокой надежностью и длительным сроком службы.
Источник: http://ooo-asteko.ru/valtsy-dlya-listovogo-metalla-svoimi-rukami-chertezhi/