Содержание
- 1 Как своими руками проводить аргоно-дуговую сварку алюминия
- 2 Сварка алюминия аргоном для начинающих
- 2.1 Области применения ТИГ сварки алюминия
- 2.2 Почему алюминий сложно сваривать
- 2.3 Подготовка металла к сварке
- 2.4 Механический метод
- 2.5 Химический метод
- 2.6 Необходимое оборудование для сварки
- 2.7 Источник сварочного тока
- 2.8 Вольфрамовые электроды для алюминия
- 2.9 Защитные газы
- 2.10 Настройка аппарата для сварки
- 2.11 Возбуждение сварочной дуги
- 2.12 Создание сварочной ванны
- 2.13 Выполнение сварного шва
- 2.14 Завершение сварного шва
- 2.15 Контроль сварки и дефекты швов
- 3 Сварка алюминия аргоном: ровный и эстетичный шов, надёжное соединение. Технология процесса
- 4 Сварка алюминия аргонодуговым способом (AC TIG): технология и особенности для новичков | Тиберис
- 4.1 Основы сварки алюминия аргоном (аргонодуговым способом)
- 4.2 Чем хороша сварка алюминия аргоном
- 4.3 Переменный или постоянный ток – выбор очевиден
- 4.4 Подготовка деталей к сварке – зачем она нужна
- 4.5 Как правильно сваривать алюминий вольфрамовым электродом с присадкой
- 4.6 Оборудование для сварки аргоном – что выбрать?
- 4.7 -руководство по сварке алюминия для новичков
- 5 Инструкция по сварке алюминия аргоном для начинающих специалистов
Как своими руками проводить аргоно-дуговую сварку алюминия
Когда необходимо проводить обработку алюминия и деталей из него, возникает масса вопросов по поводу технологии работы. Процесс сваривания не является исключением. Так как материал довольно специфический, то и технология должна быть соответствующей. Далее рассмотрим возможность аргонодуговой сварки, ее технологические особенности и возможность проведения работы своими руками.
Способы сварки алюминия
Для каждого способа характерны свои особенности. Выделяются следующие виды:
- Ручное дуговое сваривание покрытыми электродами (ММА).
- Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (TIG).
- Полуавтоматическая сварка в защитном газе.
- Плазменная сварка.
Существуют и другие методы сваривания, но их используют значительно реже.
Почему при сварке алюминия нужен аргон
Использование аргона не является единственным решением вопроса, можно использовать и другой инертный газ. С этой задачей справится и любой другой инертный газ из таблицы Менделеева, например, гелий.
В частности, именно гелий использовался в 40 годах прошлого века, особенно активно – в США. Впоследствии оказалось, что применение аргона дает такой же эффект, но его стоимость гораздо ниже, что приводит к большей экономии средств.
Именно поэтому аргон стал настолько популярен при подобной работе.
Понимание того, почему важно использовать инертный газ, происходит из химических особенностей алюминия. Алюминий, как и ряд других металлов из таблицы Менделеева, очень активен по отношению к кислороду, содержащемуся в воздухе. Этот металл в химически чистом состоянии при контакте с воздухом моментально покрывается тонкой пленкой, состоящей из оксида алюминия.
Именно по этой причине при соскабливании верхнего слоя кусочек алюминия приобретает более светлый, блестящий цвет – это и есть сам металл под слоем своего оксида. Инертная среда, в частности, аргон не только не дает оксиду снова образоваться на поверхности материала, но и очень устойчива к высокой температуре, действующей при сваривании.
Также аргон поддерживает стабильность горения дуги.
Необходимое оборудование
В первую очередь, для обработки необходим специальный аппарат. Идеальным вариантом будет возможность генерации постоянного и переменного тока.
Если же прибор может генерировать только постоянный ток, то подобное сваривание не получится. Например, в качестве источника тока может служить инвертор TIG AC. Обязательно необходимо учесть необходимость заземления.
Другими необходимыми для работы компонентами являются вольфрамовые электроды и присадочная проволока.
На аппарате также должны быть режимы бесконтактного поджига, заварки кратера и регулировки баланса тока – для того, чтобы процесс можно было без проблем регулировать.
Настройка аппарата и режимы
В первую очередь, нужно настроить поток аргона, а после этого – переменный ток. Оптимальной настройкой расхода газа при подобном соединении должно быть примерно 8 литров газа – если работа проводится в помещении и примерно 12 л, если на открытом воздухе. Ни в коем случае нельзя подавать газ слишком быстро и сильно – поток аргона и воздуха способны закрутиться и создать своеобразную «турбулентность».
Кроме этого, на сварочном аппарате должна быть установлена ступенчатая подача тока, а розжиг должен быть плавный. Для того чтобы по окончании процесса не образовывался картер необходимо вести шов по восходящей линии, а также плавное затухание в конце горения.
Как подготовить соединяемые детали
Прежде чем приступать к агроннодуговой сварке деталей, важно правильно их подготовить. Кромки должны быть чистые, без какой-либо грязи и жирных пятен. Очистку можно произвести разными способами при помощи органических растворителей, например, ацетона или спирта.
Следующим этапом становится удаление оксидной пленки с поверхности материала, для чего ее нужно тщательно протереть наждачной бумагой. Помимо механического способа удаления пленки, можно провести удаление при помощи химических методов, например, травления в щелочном растворе.
Но после этого деталь необходимо промыть в воде, осветлить и высушить. Во избежание окисления ее помещают в полиэтилен.
Желательно очищать детали именно перед тем, как приступить к работе, так как промедление и неосторожность могут привести к повторному образованию пленки оксида, а значит, дальнейшая работа станет невозможна.
Технология сварки с помощью аргона
Аргоно-дуговая сварка алюминиевой детали своими руками пройдет без проблем, если тщательно следовать инструкциям и соблюдать технику безопасности. Для большей наглядности рекомендуется посмотреть видео с поэтапным объяснением всего процесса от специалиста.
Аргонное сваривание металлов проводят в двух вариациях:
- Ручная дуговая сварка в MIG/MAG в газовой струе.
- Процесс WIG/TIG, в котором используется неплавящийся электрод из вольфрама.
Первый вариант не пользуется особой популярностью из-за того, что электрод подвергается слишком высокой температуре и это может привести к его деформации. Иногда в данном способе используется переход переменного тока в постоянный, что позволяет снизить температуру и остановить процесс разрушения металла.
Во втором варианте во время расплавления приконтактных металлических слоев в столб газа помещают электрод из вольфрама. Дугу поджигают до соприкосновения электрода с поверхностью. Далее подачу электрода осуществляют из корпуса горелки, в которой находятся две коаксиально – расположенные трубки. По первой движется электрод, а по второй проходит аргон.
Процесс в целом состоит из двух шагов:
- Положительная полуволна разрушает оксидную пленку. Может негативно действовать на электрод, поэтому важно соблюдать меру.
- За счет отрицательной полуволны происходит разогрев поверхности и ввод нужной для образования прочного шва мощности
Особенности сварки аргоном
Существует несколько простых правил, которые помогут добиться лучшего расхода материалов, при использовании аргонового сваривания:
- Диаметр вольфрамовых электродов должен колебаться в пределах от 1,5 до 5,5 мм.
- Электрод должен быть наклонен под углом в 80 градусов.
- Присадочная проволока диаметром 1,6 – 4 мм располагается перпендикулярно по отношению к электроду.
- Присадочная проволока и электрод совершают движения только вдоль шва, движения поперек совершаться не должны.
- Используется только химически чистый аргон. Любые примеси ухудшают качество газосварки.
- Во время сваривания небольших тонких предметов использование «подкладки» из стали или меди позволит отвести лишнее тепло, благодаря чему в металле не будет прожогов.
Необходимо прогреть деталь перед газосваркой, но алюминий способен очень легко перегреться, из-за чего сделанный из него предмет способен деформироваться. - В составе любого алюминиевого предмета находится водород, который, образуя поры, может испортить сварной шов.
- У алюминия очень высокий коэффициент линейного расширения, из-за чего даже если, на первый взгляд, сварной шов кажется правильным, он может через какое-то время испортиться.
- Следует помнить, что свойства соединения всегда напрямую зависят от состава и типа используемого сплава, например, термически устойчивого или нет.
- Если соединяют детали из химически чистого алюминия, прочность полученного соединения всегда ниже, поэтому следует учитывать, какие сплавы обладают лучшей свариваемостью. Например, очень известны сплавы на основе смеси алюминия, магния и цинка. Подобные системы даже после сваривания по прочности очень похожи на основной металл.
Плюсы и минусы технологии
Аргонная сварка алюминия обладает рядом существенных преимуществ, что обеспечило ее популярность как у профессионалов, так и у новичков.
Особенно хорошо использовать подобный вид газосварки для сложных предметов с объемной, легко повреждаемой структурой, так как область нагрева очень мала. Шов также одинаково глубоко проплавлен на всей длине.
Помимо вышеперечисленного, подобное сваривание проходит очень быстро за счет высокой температуры.
Из минусов необходимо отметить необходимость правильной настройки аппарата, например, постепенную подачу присадочной проволоки. Если какая-то настройка ошибочна, то расход материалов и электричества при этом увеличиться. Помимо этого практически невозможно предсказать возможную деформацию детали.
В целом именно сложность оборудования может послужить главным препятствием для начинающего в освоении мастерства подобного вида обработки. Потребуется время и практика для изучения – сначала тренировки на цельном куске металла для создания шва, затем поэтапное соединение двух и более половинок металла.
Скачать ГОСТ
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
Источник: https://oxmetall.ru/svarka/alyuminiya-argono-dugovuya
Сварка алюминия аргоном для начинающих
В мировой и отечественной практике, существуют два наиболее популярных способа соединения алюминиевых деталей – TIG и MIG. Первая аббревиатура обозначает ручной способ сварки неплавящимся электродом , вторая полуавтоматическую. Речь в данной статье пойдет о первом методе, т.к. понятие аргоннодуговая сварка алюминия и других металлов подразумевает именно его.
Области применения ТИГ сварки алюминия
Свойства алюминия и его сплавов, позволяют их применять практически во всех отраслях промышленности:
- пищевой ( баки, трубопроводы и др.);
- авиационной(легкий и прочный, его еще называют летучий материал);
- автомобильной ( головки цилиндров, пропеллеры и др.)
Полезно! Чтобы сварочный шов был красивым и качественным применяется тиг-сварка алюминия аргоном.
Этим способом также пользуются при сварке соединений под ультразвуковой и радиографический контроль.
Освоить метод невозможно без понимания особенностей материала при сварке.
Почему алюминий сложно сваривать
Опытные сварщики знают, что процесс сварки Al является одним из самых сложных. Работа с ним требует от рабочего определенных навыков и, конечно, знаний. При этом аргонная сварка алюминия не является исключением . Ниже приведены некоторые факты, которые обязан знать сварщик:
- Оксидная пленка, которая является главным “врагом” при сварке . Температура плавления ее больше 2000 С, хотя сам алюминий начинает плавиться уже при 660 С. Окисление чистого алюминия на воздухе происходит очень быстро, образуя все тот же оксид алюминия Al2O3.
- Обязательна зачистка металла перед сваркой. Это ключевой момент, позволяющий разбить оксидный слой.
Не меняет цвета при нагревании. Сложно проследить степень нагрева детали, из-за чего, особенно у новичков, наблюдаются прожоги и происходит утечка расплавленного металла. - Требуется много энергии. В отличие от сталей, у летучего металла высокая теплопроводность, она в несколько раз выше. Сварка алюминия аргоном требует внесения большого количества энергии. Более того, во время соединения деталей большого габарита не будет лишним выполнить ее предварительный прогрев. Высокая теплопроводность и малая температура плавления может привести к прожогу деталей.
- Необходимость заварки кратера. И еще одна технологическая особенность, после окончания сварочного процесса, в конце шва, формируется кратер, это происходит потому, что, алюминиевый сплав быстро твердеет. Для обеспечения устранения этого дефекта, в сварочных аппаратах предусмотрен специальный режим. При окончании сварки на электрод поступает увеличенный ток. С его помощью пробивают оксидную пленку в начале сварки, и заваривают кратер, образующийся в конце.
Рекомендуем! Как сварить титан в среде аргона
Подготовка металла к сварке
Без предварительной подготовки поверхности свариваемых кромок добиться качественного соединения будет невозможно.
Механический метод
Очистка пленки окислов происходит с помощью:
- наждачной бумаги;
- шабера;
- металлических проволочных щеток
Желательно использовать щетку с проволокой из нержавейки с максимальным диаметром 0,15 мм. При обработке наждаком возможно загрязнение металла, поэтому применение двух последних методов наиболее предпочтительно. Они проводятся непосредственно перед сваркой
Важно ! Какую бы щетку вы не применяли, убедитесь, что она используется исключительно для алюминия.
Причиной тому является возможность занесения частиц другого металла ,что в свою очередь значительно снижает надежность сварного соединения. Использование насадки для болгарки или электродрели не рекомендуется, т.
к она способствует занесению кислорода в металл. При сильном вдавливании она разрушает структуру, оставляется поры в алюминии, которые могут создать дополнительные трудности при аргоновой сварке алюминия.
В промышленности применяются специальные щетки для этих целей.
Химический метод
Разрушения оксидной пленки добиваются травлением в течении 1 мин следующим составом:
- 1л. Воды
- 50г. едкого технического натра
- 45 г. натрия технического фтористого
Затем следует промыть заготовки в проточной воде и осветить.
Важно! Химическая зачистка позволяет сохранить поверхность алюминия и его свойства в течении 3-4 дней.
Хочется отметить, что подготовки требует не только сам свариваемый металл, но также присадочный пруток в виде алюминиевой проволоки. Для получения хороших результатов рекомендуется выполнить следующие операции:
- Промывка растворителем, обезжиривание не требуется;
- Травление при температуре 60-70 °С в 15%-нм растворе натрия технического;
- Промывка холодной водой;
- Сушка;
- Прокалка в течении 15-30 мин. температурой 300 °С в атмосферном воздухе
Необходимое оборудование для сварки
О сущности метода TIG-сварки здесь говорить не будем, отметим лишь что tig сварка алюминия осуществима при наличии:
- сварочного аппарата;
- электрода из вольфрама;
- защитного газа (аргон);
- присадочной проволоки.
Источник сварочного тока
При аргон сварке алюминия вольфрамовым электродом в среде защитного газа используется переменный ток (АС). Он служит для создания более качественного шва. Давайте посмотрим как это работает:
- При пересечении отметки зажигается дуга;
- При положительном полупериоде происходит разрушение оксидной пленки как основного металла ,так и присадочного прутка;
- На отрицательном цикле дуга воздействует на сам алюминий, нагревая его .Происходит охлаждение вольфрамового электрода;
- Смена полярности происходит до 100 раз в секунду при частоте 50 Гц.
На современных аргонодуговых аппаратах для сварки алюминия как минимум предусмотрены две функции регулировки :
- регулировка частоты
- изменение баланс переменного тока
Рекомендуем! Расшифровка методов сварки — MMA, TIG, MIG, MAG
Для выполнения тиг сварки в домашних условиях вполне подходят аппараты для сварки типа Brima TIG или Сварог TECH TIG. Это универсальные источники тока, которые можно использовать в том числе и для других сварочных работ, например, для обработки черных металлов. Они отличаются неприхотливостью, простотой эксплуатации. Позволяют выполнять сварочные работы даже в квартире, разумеется, при соблюдении мер безопасности.
Вольфрамовые электроды для алюминия
Для соединения алюминия в таких условиях необходимо использовать неплавящиеся электроды из вольфрама, которые изготовлены с применением легирующих добавок.
Электроды различают по типу внесенных в их состав добавок. Это определяет марку электрода для различения их между собой их концы окрашивают в разные цвета. Всего существует несколько типов электродов, которые необходимы для сварки алюминия:
- WC 20 ( серый);
- WT 20 ( красный);
- WL 15 ( желтый)
Обычно электрод перед сваркой остро затачивается для легкого возбуждения дуги а в процессе работы он приобретает форму шарика.
Защитные газы
Применяется для защиты сварочной ванны от пагубного воздействия атмосферного кислорода. Самым распространенным является инертный газ аргон (Ar), отсюда и название этого процесса. Его использование обусловлено дешевизной и распространенностью.
Лучшего проплавление и увеличение скорости сварки добиваются применением гелия, либо смели двух этих газов(Не). О том, как варить алюминий аргоном читайте дальше.
Настройка аппарата для сварки
В качестве примера настройки аппарата можно рассмотреть пример сварки листов толщиной 2 мм. Перед тем как включить источник тока, к нему необходимо подключить защитный газ (аргон) и настроить его подачу.
Для этого используют манометр, установленный на баллоне с газом. При сварке в помещении расход аргона должен составлять от 7 до 8 литров в минуту. При выполнении работ на открытом воздухе его придется увеличить.
Для сварки листов такой толщины подойдет электрод диаметром от 1,6 до 2,4 мм.
Если в процессе работы на его конце образуется шар правильной формы, то все нормально. Если нет, то необходимо подстроить источник, скорее всего, он выдает недостаточное количество тока. Вылет электрода должен составлять не более 2 мм.
Возбуждение сварочной дуги
Предпочтительным способом зажигания дуги является бесконтактный способ, реализуемый высокочастотным осциллятором. Как уже писали ранее, хорошо заточенный электрод – залог успешного зажигания дуги. При этом его расположение должно быть строго вертикально по отношению к поверхности свариваемых деталей. Дуга возбуждается точно в начале сварочного шва.
Внимание! Категорически не допускается прикосновение электродом ни основного металла, ни присадочного.
В противном случае электрод следует заточить по новой, либо вообще заменить.
Рекомендуем! Сварка полуавтоматом нержавеющей стали
Создание сварочной ванны
После успешного возбуждения дуги не нужно торопиться и сразу подавать присадку в зону сварки. Дождитесь образования так называемой сварочной ванны. Наблюдайте за формированием в зоне прогрева пятна расплавленного алюминия, имеющего зеркальную поверхность.
Главное не перегреть металл, ведь сварочная ванна формируется за нескольно секунд.
Запомните! Требуемое время прогрева в секундах приблизительно равно толщине металла, принятое в миллиметрах.
Выполнение сварного шва
Итак , мы добились образования сварочной ванны, теперь можно подавать присадку и одновременно перемещать сварочную горелку без колебательных движений.
Аргонодуговая сварка алюминия неплавящимся электродом состоит из следующих повторяющихся циклов:
- Образование сварочной ванны;
- Наплавка валика, формирование участка шва;
- Переход к следующему участку
Угол наклона горелки должен составлять 60-80. Присадочный пруток подается под углом 10-20.
Важно! Следует стремиться выдерживать угол 90 между горелкой и присадкой.
Как мы уже отметили, формирование сварного шва осуществляется ” капля за каплей”. Сварщик должен непрерывно следить за процессом ,чтобы размеры наплавочных валиков были одинаковыми и шов оставался красивым и качественным.
Завершение сварного шва
Не менее важным этапом тиг сварки алюминия является завершение шва, так называемая заварка кратера.
Чтобы при завершении шва “тяжелые “шлаки не оседали в металле “легкого” алюминия используют следующие приемы:
- уменьшение подачи присадочной проволоки;
- увеличение скорости перемещения горелки
Процессы продолжаются до тех пор, пока не будет образовываться сварочная ванна.
Контроль сварки и дефекты швов
Способ контроля выбирают в зависимости от степени ответственности сварного шва. Если он носит декоративный характер, то вполне достаточно визуального осмотра. Если он будет работать под нагрузкой, то, вполне возможно, придется использовать другие методы.
При ошибках в технологии, недостаточной квалификации сварщика и в некоторых других случаях, например, недостаточная чистота газа, в сварном шве возникают дефекты. По сути, их описание точно такое, как и в обычной электродуговой сварке, то есть это непровары, подрезы, наплывы и многие другие. Да и устраняют их теми же способами, то есть переделкой и доведения до требований рабочей документации.Рекомендуем к просмотру:
Источник: https://svarkagid.ru/tehnologii/svarka-alyuminiya-argonom.html
Сварка алюминия аргоном: ровный и эстетичный шов, надёжное соединение. Технология процесса
Чтобы не допустить ошибок при выборе способа и метода сваривания металла, выясняют его свойства.
Почему алюминий рациональней варить аргоном, какие свойства металла обусловили это
Выбор аргоновой сварки для алюминия вызван следующими характеристиками:
- Высокая скорость окисления. Это вызывает появление на поверхности тугоплавкой оксидной плёнки. Если температура плавления алюминия 650 ̊С, для окисла потребуется больше 2000 ̊С. При режиме постоянного тока плёнка погружается в расплав и ухудшает качество сварного шва. Поэтому для получения надёжного соединения создают защитную среду, для которой аргон – оптимальный вариант. Перед плавлением поверхность зачищают от окислов.
- При нагревании алюминий не меняет цвета, что мешает визуальному контролю. Это свойство часто приводит к сквозным прожогам изделий. Чтобы этого не случилось, работы доверяют квалифицированным сварщикам.
- Большая усадка, что приведёт к трещинам в зоне сварной ванны. К соединению подают больше, чем обычно, сварочной проволоки.
Технология сварки алюминия с помощью аргона
По степени механизации аргоновую технологию соединения подразделяют на ручную и полуавтоматическую. Рассмотрим первую.
Подготовка металла
Алюминий зачищают от окислов и грязи металлической щёткой или наждачной бумагой. Щётками работают только с этим металлом, чтобы не допустить попадания в зону сварки частиц других материалов – это уменьшит надёжность шва.
https://www.youtube.com/watch?v=6zZS5FoNzPs
Применяют и химический метод зачистки деталей. Для этого в литр воды добавляют по 50 г едкого технического натра и фтористого натрия. Обработка сохраняет чистоту изделий на несколько дней. Для этого детали:
- промывают растворителем;
- протравливают едкой щелочью;
- промывают водой;
- сушат;
- прокаливают 15-20 минут при температуре 300 ̊C.
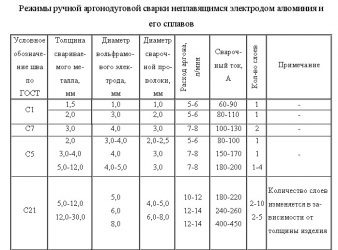
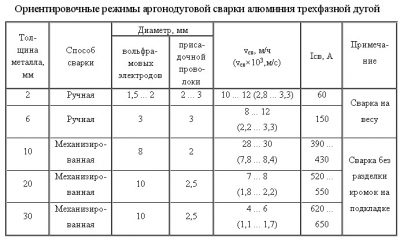
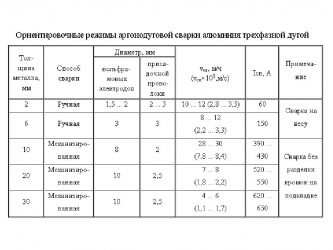
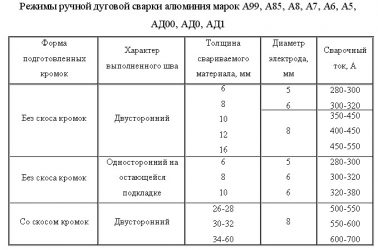
Режимы аргонодуговой сварки алюминия и необходимое оборудование
Режим процесса определяют род, полярность и величина тока. Для соединения изделий из алюминия применяют переменный или постоянный токи прямой полярности. Величина его зависит от диаметра электрода, толщины и вида металла, что отображено в таблице.
Для определения режима важны и следующие параметры:
- Напряжение дуги – зависит от её длины. Рекомендуют от 1,5 до 3 мм, тогда напряжение составит 11-14 В.
- Скорость сварки – определяется исполнителем исходя из формы и толщины шва.
- Расход аргона – так, чтобы хватило на весь процесс без необходимости прерывания и достаточно для защиты зоны шва от окисления.
- Расстояние между электродом и соплом горелки. Для стыковых соединений – 3-5 мм, тавровых и угловых – 5-8.
Комплект оборудования включает:
- источник напряжения – трансформатор или инвертор;
- горелка для плавящегося электрода или вольфрамового прутка;
- осциллятор для розжига дуги;
- баллон с газом и редуктор;
- средства защиты и расходные материалы.
Примерная стоимость аппаратов для аргонодуговой сварки на Яндекс.маркет
Оборудование заводского изготовления стоит от 10 до 500 тысяч в зависимости от потребительских свойств и рабочих параметров, а также степени механизации процесса.
Заточка электрода, процесс сварки
Электроды различают по добавкам в их составе. Для сварки алюминия используют маркированные и с концами, окрашенными в следующие цвета:
- WC 20 серый;
- WT 20 красный;
- WL 15 жёлтый.
Затачивают под конус при сварке постоянным током, с закруглённой вершиной – при переменном режиме. Длина заточенной части от 0,5 до 2 диаметров электрода: если длина заточки больше, ширина зоны проплавления получится меньше, чем требуется для качественного соединения; если заточка мала – снизится глубина проплавления. Риски, возникающие при заточке, влияют на стабильность дуги, поэтому конус лучше отполировать.
Таблицы настроек параметров в заводской комплектации закреплены на корпусах установок. После её включения регулируют силу тока. По числу в названии установки определяют его максимальное значение. Например, в маркировке аппарата модели Kemppi MasterTig MLS 3003 ACDC цифры 3003 означают, что оборудование позволяет сваривать токами до 300 ампер при 30-процентном цикле загрузки и температуре окружающего воздуха 40 ̊C.
Прежде чем зажечь дугу, регулируют подачу газа, чтобы процесс шёл с самого начала в защитной среде. Аппаратом Kemppi MasterTig MLS 3003 ACDC работу ведут не дольше трёх минут, после чего, чтобы не перегреть, делают перерыв 5-7 минут.
Затем выставляют режим плавного уменьшения тока (заварки кратера), в нашем случае 6-7 секунд. Это конечный участок сварного шва в 5-10 мм, высоту которого плавно уменьшают до нуля.
Чтобы усадочная раковина в конце шва не получилась глубокой, подают большее количество присадочного материала.
Схема аргонодуговой сварки
Дальше задают время выхода газа от 1 до 30 секунд с шагом в одну секунду: аргона должно хватить, чтобы в сварочную ванну от начала до конца не поступал кислород. Поэтому горелку сразу после прерывания струи поднимать не рекомендуют.
Источник: https://elsvarkin.ru/texnologiya/svarka-alyuminiya-argonom/
Сварка алюминия аргонодуговым способом (AC TIG): технология и особенности для новичков | Тиберис
Легкий серебристый алюминий давно стал незаменимым материалом во многих сферах деятельности человека. Из этого практичного металла или его сплавов создают летательные аппараты и посуду, огромные корабли и детали автомобилей.
А для того, чтобы изготовить или починить нужные детали, используется аргонная сварка алюминия. Этот метод, по мнению большинства специалистов, является наиболее удобным. Прочтите нашу статью, и вы узнаете, почему так происходит.
Основы сварки алюминия аргоном (аргонодуговым способом)
Аргонодуговая сварка алюминия (AC TIG) производится с помощью специального оборудования и материалов. В стандартный комплект для проведения сварочных работ входят:
- инвертор TIG AC/DC (источник переменного тока);
- заземление (без него работать – небезопасно);
- вольфрамовые электроды;
- присадочный пруток (проволока);
- специальная сварочная горелка TIG;
- блок охлаждения горелки (при больших объемах работы);
- цанги с держателями и сопла к горелке;
- баллон с газом (аргоном или смесью аргона с гелием);
- надежный газовый шланг;
- редуктор для понижения давления используемого газа.
Кроме этого, стоит обзавестись хорошим сварочным щитком или маской «Хамелеон» с автоматически затемняемым светофильтром, а также использовать качественные краги.
Многие любители сварки предпочитают использовать в работе педаль управления сварочным током, но чаще её можно встретить в арсенале сварщика-профессионала, новичку важнее освоить технику сварки и правильно выставить объем подачи газа, подготовить материалы, настроить аппарат и отрегулировать сварочный ток под нужную толщину металла.
Чем хороша сварка алюминия аргоном
Алюминий представляет собой более сложный для термической обработки металл, чем железо. Основная причина этого – мгновенное образование на его поверхности тонкой пленки оксида при контакте с кислородом. Эта пленка имеет в несколько раз большую температуру плавления, чем чистый алюминий.
https://www.youtube.com/watch?v=TlFlVegc40U
В процессе сварки аргон препятствует окислению алюминия, вытесняя кислород. Присадочная проволока, которая производится из алюминия, под воздействием дуги расплавляется и формирует сварной шов.
Преимущества использования аргонодуговой сварки весьма солидны:
- универсальность метода (он подходит для сваривания различных металлов и сплавов);
- стабильность дуги;
- возможность, образования аккуратного тонкого шва;
- более прочные сварные соединения на ответственных участках.
Метод аргонодуговой сварки переменным током действительно обеспечивает первоклассный результат. К тому же, очень многое зависит от инвертора. Поэтому на производстве всегда используются модели премиум-класса, а хороший хозяин готов вложить деньги в покупку надежного аппарата. Пусть и придется его использовать лишь время от времени.
Переменный или постоянный ток – выбор очевиден
При сварке алюминия именно переменный ток завоевал любовь и уважение специалистов. Для того чтобы понять, почему так происходит, нужно немного углубиться в технические детали.
При подключении постоянного тока обратной полярности происходит катодная очистка оксидной пленки, но значительно возрастает температура сварки. В результате даже такой тугоплавкий металл, как вольфрам, из которого сделан электрод, начинает постепенно разрушаться. Если же подключить постоянный ток прямой полярности, то он не может пробить оксидную пленку, но обеспечивает более стабильную дугу.
Именно переключение полярности тока обеспечивает качественный итог вашей работы. Значит, выбор очевиден – нужно использовать переменный ток.
Сварка алюминия постоянным током используется значительно реже. Этим способом работать намного сложнее, к тому же нужно использовать чистый гелий вместо аргона, а он стоит в разы дороже.
Подготовка деталей к сварке – зачем она нужна
Качество сварного шва напрямую зависит от тщательности подготовки поверхности изделий из алюминия. Пренебрегая этим правилом, вы рискуете получить негативный результат, даже, если используете высококачественный инвертор и первоклассный аргон.
Поэтому перед тем, как приступить к сварочным работам, необходимо:
- Обезжирить поверхность при помощи растворителя (уайт-спирита, бензина или ацетона).
- Зачистить поверхность от оксидной пленки механическим или химическим способом.
- Дать просохнуть обработанным изделиям после химической обработки специальными составами.
Механический способ зачистки при помощи проволочной щетки или наждачной бумаги допускается при сварке в домашних условиях.
На производстве используется химический способ очистки, включающий травление в щелочных растворах, промывку в горячей и холодной воде, осветление и окончательную просушку.
Как правильно сваривать алюминий вольфрамовым электродом с присадкой
Для сварки алюминия используют неплавящиеся электроды из тугоплавкого вольфрама. Многие модели этих изделий содержат дополнительные примеси, улучшающие качество процесса.
Технология аргонодуговой сварки алюминия имеет свои особенности. Главное правило, которого стоит неукоснительно придерживаться, состоит в следующем: присадочная проволока должна находиться перед электродом и перемещать ее нужно исключительно вдоль шва.
Производить сварку можно в различных пространственных положениях. Но стоит помнить, что аргон является более тяжелым газом, чем кислород.
Поэтому лучшее качество шва обеспечивается при горизонтальном расположении свариваемых изделий. Для сварочных работ на потолке или стенах целесообразно использовать смесь аргона с очень легким гелием.
При этом неизбежно возрастают расходы, так как стоимость гелия значительно выше, чем у аргона.
Еще несколько моментов, на которые стоит обратить внимание, состоят в следующем:
- Длина дуги должна быть минимальной. Для этого электрод располагают как можно ближе к поверхности свариваемого изделия.
- Подачу проволоки нужно производить плавно. При наличии опыта это происходит автоматически. Новичкам приходится сложнее. Резкие рывки приводят к разбрызгиванию металла.
- Вертикальное положение электрода обеспечивает наиболее стабильную дугу. Поэтому его желательно придерживаться в течение всего процесса сварки.
- Скорость сварки должна быть максимально большой. Чем она выше – тем лучше качество шва. Поэтому отличить результат работы опытного сварщика от усилий новичка можно невооруженным глазом.
Оборудование для сварки аргоном – что выбрать?
Выбор конкретной модели сварочного оборудования (инвертора) зависит от:
- финансовых возможностей конкретного человека или организации;
- типа планируемых сварочных работ и их периодичности;
- диаметра свариваемого металла;
- возможности постоянного подключения к источнику энергии напряжением 380В.
Для использования в домашних условиях прекрасно подходят универсальные аппараты Brima TIG 250 AC/DC 220V или Сварог TECH TIG 200P AC/DC (E101). Они могут использоваться для аргонодуговой сварки на переменном и постоянном токе, а так же для ручной дуговой сварки железных изделий на постоянном токе.
Покупая их, вы получаете в свое распоряжение недорогие универсальные аппараты, которые отличаются неприхотливостью использования. Они всегда помогут вам быстро, а главное – качественно, выполнить сварочные работы даже в собственной квартире.
Модели Сварог TECH TIG 315P AC/DC (E103) и Барс Profi TIG 317DP AC/DC работают от напряжения 380 Вольт и предназначены для сварки толстого металла. Они отличаются более впечатляющими техническими характеристиками.
Поэтому их часто приобретают клиенты, которые работают на авторемонтных предприятиях, в мастерских или кузнечных цехах.
Сварочные инверторы премиум класса BLUEWELD BEST TIG 252 AC/DC HF/LIFT VRD и EWM Tetrix 230 AC/DC незаменимы при проведении ремонтных работ, в строительстве, на машиностроительных, химических предприятиях. Они обеспечивают безопасную работу даже в местах с высокой опасностью поражения электрическим током и рассчитаны на использование при низкой (до -20° C) температуре.
Наиболее функциональными являются инверторы премиум-класса, предназначенные для использования в промышленных масштабах. Они обладают многими выдающимися характеристиками и особенностями.
Модель Lincoln Electric INVERTEC V205-T AC/DC имеет удобную функцию распознания питания, надежно защищающую инвертор от перегрузок. Кроме того, она также включает в себя функцию управления вентилятором, снижая потребляемую мощность и количество пыли, попадающей внутрь аппарата.
Инвертор EWM Tetrix 551 AC/DC снабжен большими колесами, значительно облегающими перемещение аппарата и простой панелью управления.
Сварочный аппарат Kemppi MasterTIG MLS 2300 ACDC обладает максимальной мощностью сварки на 220В и отличается компактными размерами.
Модель ESAB Origo TIG 4300IW AC/DC специально разработана для TIG сварки разных материалов и содержит в себе удобную функцию предварительного программирования режимов.
В магазине Тиберис вы всегда можете рассчитывать на грамотную консультацию при подборе нужной модели инвертора и приятный сервис. Позвоните нам по телефонам: (495) 663-72-84 или (812) 309-38-95! С нашей помощью сварочные работы становятся очень удобными.
-руководство по сварке алюминия для новичков
Источник: https://www.tiberis.ru/stati/svarka-alunimija-argonom-ac-tig
Инструкция по сварке алюминия аргоном для начинающих специалистов
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном.
Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ.
Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки.
Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов.
Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
https://www.youtube.com/watch?v=Q1Hp4duHhUc
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей.
А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
Режимы аргонодуговой сварки алюминия и его сплавов
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель.
В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык.
Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм.
Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду.
Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
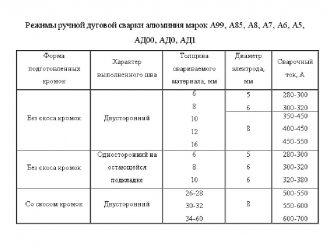
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями.
При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации.
Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Источник: http://met-all.org/obrabotka/svarka/svarka-alyuminiya-argonom-poshagovaya-instruktsiya.html