Содержание
- 1 Как восстановить резьбу в алюминии
- 1.1 Преимущества технологии TIME-SERT
- 1.2 Технология восстановления метрической или дюймовой резьбы
- 1.3 Технология восстановления свечной резьбы в головке блока цилиндров
- 1.4 Информация для заказа
- 1.5 Восстановление резьбы
- 1.6 Технология восстановления внутренней и наружной резьбы
- 1.7 Способ восстановления резьбы
- 2 Нарезка резьбы на металле плашкой и метчиком своими руками
- 3 Виды резьбы по металлу. Примеры и программы для расчета
- 3.1 Резьба. История ее появления
- 3.2 Виды резьбы по металлу. Назначение и применение
- 3.3 1. Метрическая резьба
- 3.4 2. Дюймовая резьба. Коническое исполнение
- 3.5 3. Трубная резьба. Дюймовая. Коническая
- 3.6 4. Резьба упорная
- 3.7 5. Резьба трапецеидальная
- 3.8 6. Круглая резьба
- 3.9 Виды резьбы по металлу. Заключительная часть
- 4 Особенности отдельных видов резьбы по металлу
- 5 Как правильно нарезать резьбу метчиком: алгоритм, рекомендации, таблицы размеров
Как восстановить резьбу в алюминии
Весьма часто при выполнении ремонтных работ деталей и механизмов в резьбовых соединениях материалов с различными механическими свойствами выявляются такие дефекты, как разрушение или срез резьбы.
В настоящее время существует много способов восстановления поврежденной резьбы в деталях. Самым простым и доступным является рассверливание отверстия с поврежденной резьбой с последующим нарезанием резьбы под больший диаметр.
Однако этот способ не всегда возможен по конструктивным соображениям, например, из-за малой толщины стенок изделия.
К сожалению, конструктивные особенности детали не всегда позволяют произвести рассверливание поврежденной резьбы под больший диаметр
Также используется метод «заклеивания» резьбы с помощью специальных эпоксидных композиций (например, арт. 0893.449.011). Однако данный способ неприемлем для деталей, воспринимающих высокие нагрузки и вибрации.
Восстановление резьбы с помощью эпоксидных композиций невозможно в случае высоких нагрузок и вибраций
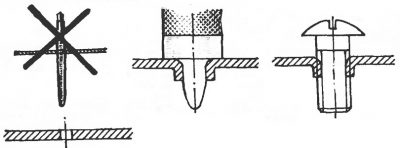
Существует способ ввинчивания в отверстие специальной спиральной резьбовой вставки, изготовленной из пружинной проволоки ромбического сечения. Материалом для такой детали является высокопрочная хромоникелевая нержавеющая сталь (12Х18Н9Т).
Данная технология только частично решает процесс восстановления резьбы, так как соединение не становится абсолютно герметичным, да и после установки такой вставки с помощью специального ключа потребуется обрубка загнутого поводка, предназначенного для завинчивания ее в отверстие.
Отломанный поводок может упасть в глухое отверстие, и извлечь его будет весьма тяжело.
При использовани резьбовых вставок не обеспечивается герметичность восстановленного резьбового соединения
Компания Вюрт предлагает простое и эффективное решение — технологию восстановления поврежденной резьбы TIME-SERT. Её ключевым элементом является тонкостенная резьбовая втулка с наружной и внутренней резьбой:
Втулки TIME-SERT
После восстановления резьбы по технологии TIME-SERT мы получаем надежное, герметичное, стойкое к высоким нагрузкам и вибрациям резьбовое соединение. Диаметр резьбы при этом не изменяется.
Поврежденная резьба
Резьба, восстановленная по технологии TIME-SERT
Преимущества технологии TIME-SERT
Втулка TIME-SERT изготовлена из цельного куска материала по специальной технологии, которая обеспечивает очень малую толщину стенок.
Последние витки резьбы на внутренней поверхности втулки прорезаны частично, их окончательное формирование происходит в момент установки втулки в отверстие при помощи специального инструмента.
Благодаря этому втулка запрессовывается в заготовку, обеспечивая устойчивость к высоким постоянным нагрузкам, а также частому ввинчиванию и вывинчиванию винта.
Поставляются втулки для метрической и дюймовой резьбы с нормальным и с мелким шагом.
Втулка TIME-SERT отличается тонкими стенками, образованными синхронно проходящими витками внешней и внутренней резьбы. Благодаря этому TIME-SERT может использоваться в отверстиях, расположенных близко к краю детали.
При установке втулка TIME-SERT запрессовывается в отверстии, что предотвращает ее самопроизвольное вывинчивание. Обычные резьбовые вставки могут самопроизвольно вывинчиваться вместе с винтом, доставляя неудобства при работе.
Втулка TIME-SERT имеет буртик, который обеспечивает точное позиционирование в детали и предотвращает самопроизвольное вывинчивание втулки при установке винта в сквозное отверстие.
В отличие от обычных резьбовых вставок технология TIME-SERT может применяться даже в тонкостенных материалах (например, при восстановлении резьбы в отверстии для слива машинного масла). Для надежной установки втулки достаточно всего нескольких витков резьбы.
Определенные размеры втулок TIME-SERT доступны в исполнении из нержавеющей стали. Это позволяет использовать их при ремонте оборудования для пищевой промышленности, в том числе узлов и агрегатов, работающих при высоких нагрузках.
Технология TIME-SERT одобрена для применения ведущими изготовителями автомобилей:
Технология восстановления метрической или дюймовой резьбы
Для восстановления резьбы понадобится втулка TIME-SERT соответствующего размера и четыре специальных инструмента:
(A) Сверло HSS (B) Фреза для снятия фасок (C) Метчик
(D) Развальцовочник для установки втулки
Для восстановления метрической или дюймовой резьбы выполните следующие шаги:
1 Рассверлите поврежденную резьбу сверлом (А) из быстрорежущей стали повышенной прочности
2 Раззенкуйте отверстие фрезой (B) до глубины, заданной ограничителем на фрезе
3 Очистите отверстие от стружки сжатым воздухом при помощи продувочного пистолета (арт. 0714.92.13 или арт. 0714.92.20), либо спрея для продувки арт. 0893.62. Метчиком (C) нарежьте резьбу для втулки TIME-SERT на всю глубину отверстия
4 Повторно очистите отверстие от стружки и вручную завинтите втулку TIME-SERT в отверстие на несколько оборотов. Продолжайте завинчивание развальцовочником (D), предварительно смазав его маслом арт. 0893.050.004
5 После того, как бурт втулки окажется заподлицо с поверхностью, развальцовочник (D) начнет прорезать последние витки резьбы на втулке. При этом заметно возрастает сопротивление вращению
6 При формировании последних витков резьбы на втулке развальцовочник (D) вдавливает ее в заготовку, запрессовывая втулку TIME-SERT в деталь. Когда сопротивление вращению спадет, можно вывернуть инструмент из отверстия. Ремонт завершен
Технология восстановления свечной резьбы в головке блока цилиндров
Для восстановления свечной резьбы также понадобится втулка TIME-SERT соответствующего размера, однако набор используемых инструментов будет другим:
(A) Ступенчатый метчик (B) Фреза для снятия фасок (C) Развальцовочник для установки втулки
(D) T-образная рукоятка
Последовательность действий при восстановлении свечной резьбы приведена ниже. Все работы по восстановлению свечной резьбы производятся только на снятой головке блока цилиндров!
1 Вручную завинтите ступенчатый метчик (A) в отверстие с поврежденной резьбой
2Установите Т-образную рукоятку (D) на метчик (A). Поворачивайте рукоятку до тех пор, пока внешний конец метчика не выйдет из отверстия примерно на 5 мм. Таким образом, новая резьба нарезается поверх старой всего лишь за одну операцию
3 Снимите T-образную рукоятку (D) и, не вытаскивая метчик (A), установите на него фрезу для снятия фасок (B). Поворачивая фрезу с помощью рукоятки (D), добейтесь полной зачистки краев отверстия. Поверхность после зачистки должна блестеть
4 Очистите отверстие от стружки сжатым воздухом при помощи продувочного пистолета (арт. 0714.92.13 или арт. 0714.92.20), либо спрея для продувки арт. 0893.62. Вручную или при помощи развальцовочника (C) завинтите втулку TIME-SERT на несколько оборотов. Перед использованием развальцовочника (C) его необходимо смазать маслом арт. 0893.050.004!
5 Смажьте развальцовочник (C) маслом арт. 0893.050.004 и, вращая его при помощи рукоятки (D), завинтите втулку TIME-SERT в отверстие. В момент формирования последних витков резьбы на втулке сопротивление вращению заметно возрастет. Продолжайте поворачивать рукоятку до тех пор, пока сопротивление не ослабнет
6 Выверните развальцовочник (D) из отверстия. Ремонт завершен
Информация для заказа
Технология восстановления резьбы TIME-SERT представлена в нашем электронном каталоге в разделе «Ремонт резьбы TIME-SERT».
Источник: http://www.wuerthmarket.ru/paedia/time-sert
Восстановление резьбы
Резьбовые соединения на сегодняшний день получили самое широкое распространение. Они применяются в различных отраслях промышленности. В процессе эксплуатации рабочая часть резьбы может повредится, в результате чего снижается прочность и надежность. Существует довольно большое количество различных способов восстановления поврежденной рабочей части, все они характеризуются своими определенными особенностями.
Восстановитель резьбы
Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
- Сверло применяется для изменения размеров отверстия.
- Метчик и плашка предназначены для непосредственного нарезания витков. Они обходятся недорого, зачастую используются для нарезания новой поверхности, но могут и при восстановлении поврежденной.
- Шпиндель или инструмент для вворачивания вставки. Он характеризуется тем, что рабочая часть напоминает резьбовую, на торце есть специальный зацеп.
- Вставка ремонтная, представленная спиралью ромбовидной формы. На одном конце сделали поводок, за счет которого осуществляется его вращение за счет соединения со шпинделем.
Шпиндель
Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Источник: http://ooo-asteko.ru/kak-vosstanovit-rezbu-v-alyuminii/
Нарезка резьбы на металле плашкой и метчиком своими руками

Можно ли назвать нарезание резьбы одним из основных навыков в слесарном деле? Безусловно, и научиться делать внутреннюю или нарезать наружную резьбу может каждый мастер. Мы расскажем вам о том, как изготавливать резьбу качественно, как внутреннюю так и наружную, без нервов и сломанных метчиков.
Механика процесса: изучаем детально
Попробуйте представить, что происходит с металлом заготовки в начале движения резьбонарезного инструмента. Его первые несколько витков сходятся конусом, образуя заходную часть. Достаточно небольшого усилия, чтобы острые и твердые зубья плашки или метчика продавили в металле небольшие канавки и прочно в нем закрепились.
Все, теперь инструмент, как говорится, «стал на шаг» и будет точно следовать спирали резьбы, закрепляясь тем сильнее, чем больше витков. Но дело в том, что металл не может деформироваться беспредельно.
Если зубья инструмента врезаются слишком глубоко, они будут выдавливать лишнюю массу, образуя стружку.
Если нарезать отверстие обычным закаленным болтом, стружка будет забивать только что нарезанную резьбу и инструмент придется постоянно выкручивать для прочистки отверстия. Метчик и плашка имеют специальные канавки для отвода стружки.
Очень важно понимать, что зубцы рабочей части не вырезают в металле канавки. Они их продавливают, выдавливая металл по обе стороны от себя. Удаление излишков производится выемкой между соседними зубцами: она придает пластичному металлу форму, а остатки отбрасывает в канавку для стружки.
Сверление отверстий и предобработка прутков
Из последнего наблюдения можно сделать вывод, что внешний диаметр резьбы получается немного больше, чем исходный диаметр прутка, на котором она нарезана. Точно так же осевое расстояние между вершинами внутренней резьбы будет несколько меньше отверстия.
Если взглянуть на любой чертеж с изображением метрической резьбы, можно отметить ряд ключевых размеров:
- Внутренний и внешний диаметр. Эти значения меняют названия в зависимости от того, внутренняя резьба или наружная.
- Шаг резьбы — расстояние между вершинами соседних зубьев.
- Форма и размеры номинального профиля, углы наклона.
Так вот: диаметр стержня или отверстия под резьбу не равен ни внешнему, ни внутреннему диаметру резьбы. Наиболее простой способ определиться с размером отверстия для внутренней резьбы — вычесть из внешнего диаметра шаговое расстояние. Для наружной резьбы это же значение нужно прибавить к диаметру прутка.
Однако настоящие профессионалы всегда пользуются таблицами стандартных метрических резьб, где в значениях рекомендуемых диаметров учитывается также тип резьбы, особенности металлов и их сплавов. Так что основная проблема заключается в поиске подходящего прутка или сверла.
Основу для качественной нарезки вы задаете еще на этапе сверления или подготовки стержня. Отверстие нужно сверлить строго перпендикулярно, из способов контроля прямого угла можно предложить совмещение сверла с отражением в подложенном зеркальце или приставленную рядом кредитную карту.
С прутка следует удалить ржавчину и проверить ровность боковой поверхности слесарной линейкой. Лучший способ подготовить пруток — зажать его в патрон дрели и хорошо обтереть край напильником. При скруглении допускается сточить прут на пару десятых, если это необходимо для выравнивания, которое на практике важнее полноты нарезки.
Это мало применимо в работе с закрепленными прутками. Приходится подбирать диаметр резьбы по диаметру стержня, выбирая значение меньше рекомендуемого. Для более удобного захода на торце нужно снять фаску и выполнять нарезку особо тщательно и аккуратно. Не забывайте обильно нанести на обрабатываемый участок детали машинное масло.
Нарезка в несколько заходов
Резьбу обычно изготавливают в несколько заходов, используя метчики с разной полнотой профиля. Основная трудность заключается в стартовом, задающем проходе. Он выполняется метчиком с одной тонкой канавкой на хвостовике.
Инструмент нужно свободно ввести в отверстие и, придавив его с небольшим усилием, провернуть на пару оборотов. При этом кредитной картой контролируется перпендикулярность введения, небольшие отклонения в 5–7° вполне допустимы.
За 5–6 витков в отверстие полностью вводится заходная часть и метчик уверенно становится на ход. Теперь инструмент нужно поворачивать без прижимного усилия. Будет ошибкой исправлять на этом этапе незначительные отклонения от перпендикулярности — метчик в этом не виноват, он идет строго по отверстию. После каждых 1,5–2 витков подачи нужно выкручивать инструмент на пол-оборота.
После стартового прохода, когда профиль резьбы готов на 50–60%, следует сформировать его средним (#2) и чистовым (#3) метчиками c соответствующим количеством канавок на хвостовике. Тут важно лишь проконтролировать правильность захода метчика на уже имеющуюся резьбу, остальное — дело техники.
Особенностей работы с плашкой практически никаких нет, наибольшую сложность составляет работа на заходной части. Она у плашки короткая, всего 2,5–2 витка, поэтому рекомендуется удерживать инструмент обеими руками.
Однозаходный способ
Однозаходное нарезание резьбы характерно для механизированных устройств. Метчик для однозаходного нарезания имеет одну широкую или три тонких канавки на хвостовике, а может не иметь их вовсе. Другие отличия машинных метчиков: короткая заходная часть, хвостовик тоньше номинального диаметра, профиль резьбы полный.
Одним заходом можно нарезать сквозную резьбу в тонких (2–4 мм) листовых материалах. Также машинные метчики весьма распространены для нарезки глухих отверстий. Если более точно — ими расширяют след от заходной части метчиков #1 и #2, добавляя к резьбе еще 1,5–2 витка. Если третий номер имеет длинную заходную часть, ее можно полностью срезать и использовать этот метчик только для полной нарезки резьбы в несквозных отверстиях.
С однозаходными метчиками работать не сложнее, чем с плашками. Есть сложность в задании правильного положения, но техника работы та же. К слову, большинство плашек также рассчитаны на однозаходную работу.
Советы и подсказки
При нарезке резьбы никогда не жалейте смазки. Наличие масла на рабочем органе помогает предотвратить перегрев и связанные с этим обрывы резьбы. К тому же так сила трения сильно снижается и метчик прекрасно чувствуется руками. Добавлять пару капель масла следует каждые 4–5 витков.
Не оказывайте чрезмерного давления, резьба до 6 мм нарезается только усилием пальцев, до 14 мм — одной рукой. Инструмент может застрять из-за плохого отвода стружки. В этом случае его нужно проворачивать в обе стороны, постепенно расширяя размах свободного хода.
Не работайте дешевыми, некачественными инструментами. Большинство дешевых метчиков очень хрупкие. Сломать такой не страшно, гораздо больше хлопот доставляет обломок в отверстии, которое нельзя пересверлить.
В этом случае метчик нужно немного «погреть» молотком через кернер, а затем потянуть его назад тонкогубцами или пинцетом и постепенно выкрутить.
В листовых материалах обломок проще выбить и нарезать резьбу большего диаметра, предварительно рассверлив отверстие.
Источник: https://dvamolotka.ru/post/13188-narezka-rezby-na-metalle-plashkoy-imetchikom-svoimi-rukami
Виды резьбы по металлу. Примеры и программы для расчета
Приветствую вас на моем блоге! Рассмотрим виды резьбы по металлу. В данном посте я хочу подробно рассмотреть что такое резьба виды, назначение и применение резьб различных конструкций и на разных поверхностях. Думаю будет интересно как матерым инженерам так и ученикам ВУЗов и СУЗов.
Резьба. История ее появления
Резьба — что это и откуда она появилась. Об применении первых резьбовых деталях стало известно еще 4-5 веках до нашей эры. Поговаривают о наличии винтовых саморезов при строительстве храма Соломона 950—586 до н. э. Там винты могли применить при закреплении деревянных конструкций.
Стоит отметить низкое качество таких изделий. Винт изготавливался путем наматывания на него промасленной нитки, а гайка-втулка имела несколько (две) шпонки. Короче конструкция сомнительная. Виды резьбы по металлу в те далекие времена были ограничены несколькими типами.
Время шло и в начале 15 века началось обширное изготовление 3-х и 4-х первых метчиков для нарезки резьбы. Про них кстати можете почитать в моей статье Метчик что это такое. конструкция виды и как им пользоваться. Там я рассмотрел основные конструкции метчика и его основные виды.
В 18 веке научились хорошо изготавливать и наружную резьбу, так как изобрели токарный станок, но об этом в следующих постах а сейчас по делу.
Виды резьбы по металлу. Назначение и применение
В данном разделе мы рассмотрим основные виды резьбы по металлу. Постараюсь максимально подробно и доступно вам донести эту информацию. Оставайтесь со мной будет интересно.
Читайте еще: Что вы знаете про шлифовальные круги для обработки металла?
1. Метрическая резьба
Самый пожалуй распространенный вид резьбы в постсоветском пространстве и в европейском союзе. Все наши изделия как и европейские соединяются резьбовыми изделиями с метрическим исполнением.
Как ее часто называют на заводе «нормальная» резьба. Как видите угол между гранями витка тут равен 60 градусов. Шаг соответственно может менять свое значение при необходимости.
Но не забывайте, что в основном используют стандартные значения в зависимости от наружного диаметра.
2. Дюймовая резьба. Коническое исполнение
Дюймовое исполнение как мы видим на рисунке выше имеет угол между гранями резьбы 55 градусов. Это далеко не все различия. Например стандартная резьба метрическая будет иметь обозначение М12х1.5. Значит наружный диаметр равен 12, а шаг резьбы 1,5 мм. В дюймовой это будет 12,5 и шаг 1/4 дюйма. Такие резьбы используют в основном жители США.
Если резьбовое соединение коническое, то резьба нарезается под углом φ. Такие резьбы используют для изготовления штуцеров в сантехнике и других подобных сферах требующих надежной герметизации.
3. Трубная резьба. Дюймовая. Коническая
Для соединения различных труб используют такие виды резьбы по металлу. Резьбовое соединение может соединить трубы диаметром до 6 дюймов. Если вы решили соединить трубы наружный диаметр которых превышает 6 дюймов, то сварка вам в помощь. Большей просто не существует. Ну во всяком случае я не встречал.
Читайте еще: Наладка и настройка универсального фрезерного станка
Еще можно встретить такой вид соединений в коническом исполнении. Витки нарезаны под углом φ. Вот как она выглядит
4. Резьба упорная
Упорной ее называют по тому, что как вы видите все витки наклонены в одном направлении. Похожа такая резьба больше на винт мясорубки.
Применяется в системах которые испытывают очень большие нагрузки направленные в одном направлении. Это могут быть винты прессов или например крепление крюка крана.
Если такая резьба выполнена с уклоном 55 и 45 градусов, то она является особо усиленной. Если 30 градусов, то это обычный представитель своего вида.
5. Резьба трапецеидальная
Очень популярный вид резьбы по металлу. Используют очень широко в машиностроении и станкостроении. Изготавливают винты станков, на которых перемещаются суппорты и другие передвижные конструкции станка. Можно применять такую конструкцию резьбового вала в домкратах и силовых узлах.
6. Круглая резьба
Применяется в основном при проектировании и изготовлении санитарно-технических изделий таких как вентили и краны в ванной. Такое исполнение обеспечивает необходимую герметичность и плавность хода. Применение такого вида резьбы по металлу используется не только в сантехнике, а например еще для переключения вентилей в оборудовании с применением жидкостей (СОЖ) под давлением.
Еще больше информации про резьбы можете найти вот на этом сайте.
Виды резьбы по металлу. Заключительная часть
Читайте еще: Виды и назначение токарных резцов по металлу
Сегодня мы с вами разобрались, что такое резьба и какие основные виды резьбы по металлу существуют на сегодняшний день. Как обычно для моих читателей я сделал подборку из двух программ для расчета размеров резьбы. И так две программы:
Программа для расчета размеров резьбы валов и отверстий.
Выбираете параметры резьбы, внутренняя или наружная, точность нажимаете на кнопочку «Показать результаты» и опа! В зеленой рамочке видим интересующие нас размеры.
Программа для расчета резьбы крюка. Выполнена в файле xsl.
Вводим значения в красной рамке и автоматически настроенные формулы завершают наши расчеты. Остается только перенести полученные данные на чертеж.
И как вводится можете их скачать совершенно бесплатно лишь поделившись этой статьей со своими друзьями.
Программы для расчета размеров резьбы валов, отверстий и др.
А я на этом заканчиваю. Пойду детей спать укладывать. А вам всего хорошего!!!
С вами был Андрей!
Источник: http://mextexnologii.ru/obrabotka-metalla-i-metrologiya/osnovnye-vidy-rezby-po-metallu/
Особенности отдельных видов резьбы по металлу
В машиностроении применяют два типа соединений — разъемные и неразъемные. Первый тип получается благодаря клепкам и болтовым креплениям, такой способ наиболее распространен. Второй тип получается при помощи сварного шва, пайки припоем, а также склеивания деталей. Если детали скрепляются первым способом, используют специальные резьбы по металлу, которые бывают разных видов.
Основные параметры и свойства
Профиль резьбы различного материала представляет собой сечение плоскости, проходящей вдоль оси заготовки. К основным характеристикам относят:
- Внешний диаметр представляет собой размеры по вершинам у цилиндра, а также впадин у внутренних поверхностей. У трубной резьбы диаметр обозначается условно в дюймах.
- Внутренний диаметр — это параметр резьбы, указывающий размеры вписываемого цилиндра по вершинам внутренних резьбовых профилей, либо по впадинам внешних соединений.
- Шаг — это расстояние между сторонами двух витков, лежащих рядом, которое измеряется вдоль оси детали.
- Угол профиля представляет собой значение между сторонами треугольника профиля резьбы, который измеряют в осевой плоскости.
- При продолжении сторон профиля получают высоту исходного треугольника.
Назначение
Резьбовые профили бывают наружными и внутренними. Они применяются для следующих целей:
- надежного закрепления частей механизма на необходимом расстоянии;
- создания герметичного соединения труб;
- предотвращения перемещения детали.
Виды резьбы
Цилиндрическая резьба по металлу классифицируется по размерам, положению на поверхности, числу заходов и области использования. В производстве выделяют:
- метрическую;
- дюймовую (условные обозначения размеров в дюймах);
- метрическую коническую;
- круглую;
- трапецеидальную;
- упорную.
Данные виды используются в промышленности для соединения деталей различных видов.
Метрическая
Такой вид резьбового профиля применяется для крепежных соединений. В результате соблюдения технических условий ее можно использовать как ходовую. В разрезе резьба имеет вид треугольника с равными боковыми сторонами, угол вершины которого равен 55°. Изготавливается с одним или несколькими заходами для увеличения прочности соединения деталей.
В промышленности выделяют резьбы с размерами от 0,25 мм до 600 мм, при шаге 0,25 мм до 6мм, правого и левого исполнения. Мелкий шаг применяется для тонкостенных поверхностей. В маркировке изделия присутствует буквенное обозначение М, размер, шаг, а также добавляют число заходов и вид исполнения.
Дюймовая
Применяется такой тип резьбы для соединения труб и запорной арматуры. Наносится на металлические поверхности и пластик. Размеры указываются в дюймах, в разрезе имеет вид треугольника с равными сторонами с углом вершины 55°. Впадины и вершины удаляются для предотвращения притирания металла. Размерный ряд начинается от 3/16 до 4 дюймов.
Метрическая коническая
Данный резьбовой профиль наносят на заготовку конического вида по внутренней или внешней поверхности. По техническим условиям угол конусности составляет значение 1:16. Применяется в трубных креплениях для создания повышенной герметичности. На чертежах метрическая коническая резьба маркируется МК, затем указывается значения размера и шага.
Круглая
Круглая резьба используется в трубных крепежах, при соединении кранов, стыков и ответвлений. В документации маркируется Кр, после указаны номинальные размерные значения. В основании и на вершинах производятся округлый профиль с углом 30°.
Трапецеидальная
Резьбу такого вида считают ходовым. Отличается от аналогов свойством самостоятельного торможения. Данная характеристика достигается при вращательном движении гайки по валу, в результате которого появляется повышенное трение. Не требует использования дополнительных элементов для закрепления деталей.
Применяется трапецеидальная резьба для преобразования вращения в поступательное трапецеидальное. Используется в автомобильной технике, промышленном оборудовании, станках, робототехнике. Движение детали на валу проходит плавно без рывков. Номинальные размеры от 8 мм до 640 мм, при шаге от 1,5 мм до 12 мм. На схемах маркируется Тр, а после указываются основные параметры.
Упорная
Используется такой тип резьбового профиля для оборудования, на валах которого наблюдается повышенная осевая нагрузка. В разрезе представляет собой трапецию с расположением рабочей стороны под углом 3°, а другой под углом 30°. Обозначается латинской буквой S.
Достоинства и недостатки резьбовых соединений
К эксплуатационным преимуществам резьбового соединения относят:
- Контроль над усилием при изготовлении профиля резьбы на заготовке.
- В результате эффективного самоторможения происходит фиксирование в необходимом положении.
- Простота сборки и разборки при помощи доступных инструментов.
- Низкие затраты на изготовление.
- Разновидности соединений.
- Возможность крепления деталей большого размера.
Минусом резьбового соединения считают неравномерную нагрузку по линии профиля резьбы. Такое явление может привести к преждевременному разрушению первого витка, в результате повышенных эксплуатационных усилий. Также недостатком является эффект самостоятельного отвинчивания под действием вибраций.
Нарезание резьбы
Производится при помощи нескольких способов:
- Резцом и резцовой гребенкой. Выполняется на станке при помощи необходимых резцов, благодаря этому получаются точные калиброванные измерительные приспособления. Используется редко из-за малой скорости изготовления.
- При помощи накатной плашки, в результате проката по телу детали получают поверхность с резьбой. Получается при выдавливании на заготовке при помощи роликов.
- Фрезеровка резьбового соединения удается при использовании специальных инструментов. Фреза врезается в заготовку, постепенно снижаясь на шаг резьбы.
- Шлифовальным оборудованием изготавливают соединение для измерительного оборудования с высокой точностью.
Самостоятельно в условиях гаража можно изготовить внешний профиль крепежа, при этом следует выполнить следующие манипуляции:
- Заготовку закрепить в тисках, ее диаметр должен соответствовать размеру внешней резьбы.
- Подобрать плашку и закрепить в держателе.
- При помощи напильника снять фаску с заготовки, затем промазать маслом.
- Аккуратно опустить плашку на деталь.
- Медленно поворачивая инструмент накручивать его до отметки необходимой длины резьбы.
Для внутренней нарезки применяют метчики и выполняют следующие манипуляции:
- Используя справочные таблицы, уточнить необходимый диаметр сверла.
- Закрепить заготовку в тисках, при помощи электрической дрели просверлить отверстие. При этом инструмент должен находиться под прямым углом. Углубление нужно сделать больше, чем размер профиля с учетом конуса метчика.
- Заменив сверло на зенковку, снять фаску с поверхности отверстия.
- Первый прогон выполняют инструментом первого номера, смазав маслом рабочую поверхность.
- Два поворота метчиком чередуют с одним в противоположную сторону, для того чтобы предотвратить поломку инструмента и сброса стружки.
- Далее повторяют прогон метчика второго и третьего номера. Номера указаны на хвостовике.
Для предотвращения поломок инструмента рекомендуется следующее:
- Для внешней резьбы с заготовки снять фаску, плашку устанавливать на нее под прямым углом, предварительно смазав маслом.
- При перекосе обрезать и продолжить нарезку резьбы.
- Перед тем как нарезать внутреннюю резьбу, просверлить отверстие при этом инструмент держать перпендикулярно. Снять фаску и смазать масло.
- Чтобы предотвратить поломку метчика, не рекомендуется применять станки и оборудование для усиления.
- При поломке инструмента следует использовать приспособления для удаления остатков из углубления.
Для получения качественного крепления необходимо соблюдать рекомендации и правила по нарезанию резьбы. Подбор качественного инструмента облегчит задачу и ускорит процесс.
Источник: https://metalloy.ru/obrabotka/rezba/osobennosti-otdelnyh-vidov-rezby-po-metallu
Как правильно нарезать резьбу метчиком: алгоритм, рекомендации, таблицы размеров

Вопрос о том, как нарезать резьбу метчиком, возникает в тех случаях, когда предварительно выполненное отверстие необходимо подготовить для размещения в нем болта, винта, шпильки и резьбового крепежного элемента любого другого типа. Именно метчик в подобных ситуациях является основным инструментом, позволяющим быстро и точно нарезать внутреннюю резьбу с требуемыми геометрическими параметрами.
Ручная нарезка внутренней резьбы выполняется слесарными метчиками в комплекте с воротком
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции.
Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром.
Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических).
Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.
Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие. Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения.
Угол заточки режущей части подбирается в зависимости от того, какой твердостью обладает материал, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превышать 140°.
При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
Схема нарезки резьбы метчиком
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Источник: http://met-all.org/obrabotka/prochie/kak-narezat-rezbu-metchikom-tablitsa.html