Измерения и разметка

В слесарном деле подготовительный процесс имеет едва ли не решающее значение. Малейшие неточности при измерении приводят к ошибкам в разметке. А это означает, что вся дальнейшая работа, какой бы тщательной она ни была, теряет смысл. Ведь готовую деталь из металла, в отличие от деревянной, нельзя просто так «подогнать». Деталь либо годится, либо не годится.
Измерения при работе с металлом необходимо производить точнее, чем это позволяет обычная линейка. Особенно это касается изготовления мелких деталей. Вот почему главным измерительным инструментом слесаря является штангенциркуль, позволяющий делать замеры с точностью до десятых долей миллиметра.
Приобретение материала
Домашние мастера обычно используют заготовки из стали, латуни, алюминия, меди или цинка. Свинец как мягкий металл хорошо поддается обработке, но он вреден для здоровья, поэтому его все чаще заменяют пластмассой.
Имеет значение и то, какой формы заготовка: это может быть труба, пластина, уголок и проч.
Поскольку заготовки такого рода продаются только в оптовых объемах, советуем приобретать необходимый материал у слесаря или кузнеца.
Работа с металлом требует самой высокой точности — до десятых долей миллиметра.
циркуль для разметки металла
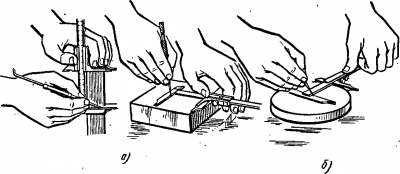
Как правильно разметить и накернить заготовку из металла
Для точного измерения необходимо не только правильно устанавливать штангенциркуль, но и смотреть на него под определенным углом. Для полной уверенности можно приложить к детали угольник и по нему выправить положение штангенциркуля (например, при измерении диаметра трубы).
Использование угольника даже желательно при измерении глубины, поскольку шкала штангенциркуля должна при этом находиться строго вертикально к поверхности детали. Незначительное изменение положения может привести к ошибке.
Целое число миллиметров считывается по миллиметровой шкале, доли миллиметра — по нониусу от того места, где его нулевая отметка совпадает с делением на миллиметровой шкале. В данном случае: 13мм и по нониусу 0,3 мм. Точный размер: 13,3мм.
Поиск линии
На покрытых ржавчиной или окалиной металлических листах и пластинах часто трудно найти разметочную линию. Для того чтобы спустя какое-то время вы смогли разыскать такую линию, выбейте кернером в местах ее прохождения две-три маленькие лунки. После этого восстановить стершуюся линию будет несложно.
Разметка и измерение
Представленные здесь инструменты помогут домашнему мастеру точно и правильно сделать разметку и замеры в ходе слесарных работ:
- Слесарный угольник с опорной выступающей кромкой.
- Штангенциркуль для измерения внутренних и наружных контуров деталей.
- Рейсмус для разметки параллельных линий.
- Чертилка с рифленой ручкой и закаленными концами.
- Измерительный циркуль для снятия размеров и разметки круговых дуг.
- Слесарный молоток (вес 500-600 г).
- Малка для определения углов.
- Кернер с закаленным острием.
- Стальная линейка (шкала -50см).
- Стальная шина с фаской.
Точное измерение с помощью штангенциркуля
Штангенциркуль — это универсальный прецизионный измерительный инструмент. При выборе штангенциркуля не стоит экономить — затраты на добротный инструмент так или иначе окупаются. У большинства стандартных штангенциркулей диапазон измерения равен 140 мм, а предельная точность измерений — 0,05 мм.
Инструмент должен быть выполнен из нержавеющего материала, так он не подвергается порче и дольше служит. Матовые хромированные шкалы не дают отражения, и с них легко считывать показания. Желательно на обратной стороне инструмента наличие выгравированной таблицы размеров винтовой резьбы. Чтобы миллиметровая и нониус-ная шкалы точно совпадали, они должны находиться в одной плоскости.
На штанге помимо миллиметровой шкалы может быть и шкала в дюймах (английская система мер), что позволяет делать измерения одновременно в дюймах и в миллиметрах. Значение отсчета по нониусу (с подвижной шкалой) у обычного штангенциркуля равно 0,1 мм, у более совершенного -0,05мм.
При перемещении рамки на конце штангенциркуля выдвигается язычок, с помощью которого измеряют глубину.
Так измеряют диаметр наружного контура трубы. Штангенциркуль следует держать перпендикулярно оси трубы.
Измерение диаметра полости трубы: ножки штангенциркуля раздвигают до упора в стенки трубы, затем инструмент осторожно поворачивают сначала в одну, потом в другую сторону.
Измерение глубины: штангенциркуль ставят под прямым углом к поверхности детали, в противном случае измерение не будет точным.
Угольник
Чтобы разметка на листовом материале получилась предельно точной, нужен хороший угольник. Он должен иметь как можно более длинную полку: тем длиннее будет опорный участок. Это важно, поскольку обрезная кромка заготовки из листового материала редко бывает идеально ровной и гладкой и положение угольника тем ровнее и точнее, чем длиннее участок его опоры на край заготовки.
Для слесарных работ нужен угольник высокого качества. Тем, кто намерен заниматься такими работами регулярно, советуем приобрести угольник, выполненный целиком из стали, и с длинным опорным участком.
Установите угольник так, чтобы его опорная кромка упиралась в край заготовки, и приставьте к угольнику под прямым углом стальную линейку.
Точность угла проверяйте слесарным угольником (с опорным участком) или — как на снимке — комбинированным угольником.
Разметка
При разметке важно иметь ровную и твердую опору. Профессионалы используют в этих целях специальные стальные плиты с плоской поверхностью.
Ведь чтобы разметка получилась четкой, чертилку нужно вести с нажимом. Но если обрабатываемая деталь лежит на качающейся или неровной опоре, то может случиться так, что в решающий момент деталь сдвинется, а вместе с ней и угольник. В результате движение угольника и чертилки окажется неконтролируемым.
Ведите чертилку всегда по направлению к себе и так, чтобы наконечником она упиралась в угольник. Прижимайте ее слегка к кромке угольника.
Угольник следует прижимать крепко к поверхности и не сдвигать; чертилку вести вдоль него с нажимом, не отрывая.
Необходимо правильно направлять чертилку. Чтобы линия разметки не сдвинулась в сторону, наконечник чертилки должен плотно примыкать к угольнику.
Циркуль
слесарный циркуль
С помощью измерительного циркуля отмеряют нужный размер по линейке и переносят его на деталь или наоборот — измеряют деталь и определяют ее размеры на линейку, Циркулем также вычерчивают дуги, окружности или определяют радиус закруглений.
Выдерживание размера
При выборе измерительного циркуля обратите внимание на надежность механизма фиксации и на закалку заостренных концов. Фиксируется ли положение ножек установочным винтом или задвижкой и стопорным винтом, — принципиального значения не имеет. Важнее, чтобы установленный размер при переносе точно выдерживался.
Если угол детали надо закруглить, то радиус закругления определяется измерительным циркулем. Положение ножек циркуля фиксируется установочным винтом.
При разметке закругления ножка циркуля не должна скользить по поверхности. Наметьте точку опоры кернером.
Кернер
Ошибается тот, кто думает, что достаточно поставить кернер и ударить по нему, чтобы выбить разметочную лунку.
Сначала на гладкой поверхности металла нужно найти для кернера опору. После этого остро заточенный и закаленный конец инструмента под небольшим наклоном устанавливают вблизи намеченной точки.
Легким ударом кернер подгоняют к точке, при этом его твердый конец образует перед собой «волну», которая вместе с крошечной ложбинкой образует достаточно надежную опору.
Затем кернер ставят вертикально и наносят окончательный удар: на толстой заготовке сильнее, на тонкой — слабее, иначе кернер пройдет насквозь. Кернером намечают центр отверстия и точку опоры для ножки измерительного циркуля.
Силу удара по кернеру следует соразмерять с толщиной листа. Вы ведь хотите только наметить, а не пробить отверстие!
942
Источник: https://www.remontiruemlegko.ru/izmereniya-i-razmetka.html
Pereosnastka.ru
Слесарная разметка
Категория:
Разметка
Слесарная разметка
Разметкой называют процесс перенесения формы и размеров детали или ее части с чертежа на заготовку. Основная цель разметки — обозначить на заготовке места и границы обработки. Места обработки указываются центрами отверстий, получаемых последующим сверлением, или линиями гибки.
Границами обработки отделяют тот материал, который должен быть удален, от того материала, который остается и образует деталь.
Кроме того, разметку применяют в целях проверки размеров заготовки и ее пригодности для изготовления данной детали, а также для контроля правильности установки заготовки на станке.
Обработку заготовок можно производить и без разметки, используя кондукторы, упоры и другие приспособления. Однако затраты на изготовление таких приспособлений окупаются только при производстве серийных и массовых деталей.
Разметку (которая по сути близка техническому черчению) выполняют, используя при этом специальные инструменты и приспособления, на поверхностях заготовок деталей. Разметочные риски, т. е.
линии, нанесенные на поверхность заготовки, обозначают границы обработки, а их пересечения — положения центров отверстий или положение центров дуг окружностей сопряженных поверхностей.
По разметочным рискам производят всю последующую обработку заготовки.
Разметка бывает механизированная и ручная. Механизированную разметку, выполняемую на координатно-расточных станках или других устройствах, обеспечивающих точные перемещения заготовки относительно разметочного инструмента, применяют для крупногабаритных, сложных и дорогих заготовок. Ручную разметку выполняют слесари-инструментальщики.
Различают разметку поверхностную и пространственную. Поверхностную разметку выполняют на одной поверхности заготовки, без увязки ее отдельных точек и линий с точками и линиями, лежащими на другой поверхности этой заготовки.
При этом используют следующие методы: геометрические построения; по шаблону или по образцу детали; с помощью приспособлений; на станке.
Наиболее распространенным видом поверхностной разметки является плоскостная, применяемая при изготовлении плоских калибров, кондукторных плит, деталей штампов и т. д.
Пространственную разметку выполняют, увязывая размеры между точками и линиями, лежащими на различных поверхностях заготовки. При этом используют следующие методы: за одну установку; с поворотом и установкой заготовки в нескольких положениях; комбинированный. Пространственную разметку применяют при изготовлении деталей сложной формы.
Инструменты и приспособления для разметки.
По своему назначению разметочный инструмент делится на следующие виды: 1) для проведения рисок и нанесения углублений (чертилки, рейсмасы, циркули, кернеры); 2) для измерения и контроля линейных и угловых величин (металлические линейки, штангенциркули, угольники, микрометры, прецизионные угольники, угломеры и др.);
3) комбинированный, позволяющий производить измерения и проводить риски (разметочные штангенциркули, штангенрейсмасы и др.).
Чертилки служат для нанесения рисок на поверхности заготовок. Для разметки необработанных или предварительно обработанных поверхностей заготовок применяют стальные чертилки, для разметки шлифованных и полированных поверхностей — латунные чертилки, для разметки точных и окончательно обработанных поверхностей заготовок из цветных сплавов — мягкие заостренные карандаши.
Разметочные циркули по устройству и назначению соответствуют чертежным и служат для проведения окружностей и деления их на части, перенесения линейных размеров и т. п.
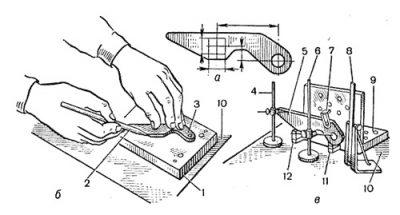
Рис. 1. Разметочный инструмент: а — чертилка, б — циркуль, в — кернер, г — угольник
Стальные ножки чертилок и циркулей изготовляют из сталей У7 и У8 (рабочие концы закаливают до 52— 56 HRC3) и из твердых сплавов ВК.6 и ВК8. Рабочие концы чертилок и циркулей остро затачивают. Чем тоньше и тверже острия этих инструментов, тем тоньше получаются риски и тем точнее будет изготовлена деталь.
Кернер (рис. 1, в) служит для нанесения углублений (кернов) на разметочных рисках. Это необходимо для того, чтобы в процессе обработки разметочные риски, даже стираясь, были заметны.
Кернер — стальной круглый стержень, изготовленный из легированной (7ХФ, 8ХФ) или углеродистой (У7А, У8А) стали. Его рабочая часть закалена и заточена под углом 609.
Головку кернера, по которой наносят удары молотком, делают скругленной или с фаской и тоже закаливают.
Рейсмас, используемый при пространственной разметке для проведения горизонтальных рисок на размечаемой поверхности и для проверки положения заготовки на разметочной плите, выполнен в виде стойки, на которой можно перемещать по высоте и закреплять в требуемом положении чертилку. В самом простом по конструкции рейсмасе чертилку на требуемую высоту устанавливают по вертикальной масштабной линейке или с помощью концевых мер.
В инструментальном производстве в основном применяют штангенрейсмасы , а иногда (при необходимости) и рейсмасы специальной конструкции (например, многошильный рейсмас, имеющий на стойке несколько чертилок, независимо устанавливаемых по высоте на заданный размер). Применяют также комбинированные рейсмасы, т. е.
обычные рейсмасы, оснащенные дополнительно различными приспособлениями и инструментом (например, рейсмас с центро-искателем).
Угольник используют для нанесения линий, построения углов и их проверки.
Разметочный штангенциркуль служит для измерения размеров наружных и внутренних поверхностей и для проведения разметочных рисок. От обычного штангенциркуля он отличается наличием на его губках твердосплавных острозаточенных наконечников.
К приспособлениям, применяемым при разметке и служащим для установки, выверки и закрепле-, ния заготовок, относятся регулируемые клинья, призмы, подкладки, домкратики, патроны, цанги, прямоугольные магнитные плиты, поворотные столы, синусные столы, делительные головки и многие другие.
Для подготовки поверхностей заготовки под разметку используют вспомогательные материалы. От пыли, грязи, ржавчины, окалины и масла заготовки очищают стальными щетками, напильниками, шлифовальной шкуркой, обтирочными концами, салфетками, кистями и т. д.
Для того чтобы при последующей обработке разметочные риски были хорошо видны, очищенную поверхность обычно окрашивают ровным и тонким слоем. Краска должна хорошо приставать к поверхности, быстро сохнуть и хорошо сниматься.
Необработанные или грубо обработанные поверхности стальных и чугунных заготовок красят мелом, растворенным в воде с добавлением столярного клея и скипидара (или льняного масла и сиккатива). Предварительно обработанные поверхности покрывают раствором медного купороса.
Обработанные поверхности больших размеров и алюминиевые сплавы покрывают специальным разметочным лаком. Для этой цели можно использовать раствор шеллака в спирте, окрашенный фуксином. Окрашивание небольших поверхностей производят перекрестными движениями кисточки. Большие поверхности окрашивают пульверизатором. Окрашенную поверхность просушивают.
Последовательность выполнения работ при разметке. Разметка включает в себя три этапа: подготовку заготовок под разметку; собственно разметку и контроль качества разметки.
Подготовку заготовки под разметку выполняют следующим образом:1. Тщательно изучают и проверяют чертеж детали.2. Предварительно осматривают заготовку, выявляют дефекты (трещины, царапины, раковины), контролируют ее размеры (они должны быть достаточными для изготовления детали требуемого качества, но не излишними).3.
Очищают заготовку от грязи, масла, следов коррозии; окрашивают и сушат те поверхности заготовки, на которых будет производиться разметка.
4. Выбирают базовые поверхности, от которых будут откладывать размеры, и производят их подготовку. Если базой выбрана кромка заготовки — ее предварительно выравнивают, если две взаимно перпендикулярные поверхности — их обрабатывают под прямым углом.
Базовые линии наносят уже в процессе разметки. Расположение баз должно обеспечивать вписывание детали в контур заготовки с наименьшим и равномерным припуском.
Собственно разметку выполняют в последовательности, определяемой способом разметки. При разметке по шаблону последний устанавливают на заготовку, правильно сориентировав его относительно баз, и закрепляют. Шаблон должен плотно прилегать к заготовке по всему контуру. Затем обводят чертилкой контур шаблона на заготовке и открепляют шаблон.
Разметку методом геометрических построений проводят следующим образом. Сначала проводят (относительно базы) все горизонтальные, а затем все вертикальные разметочные риски; далее выполняют все скругления, окружности и соединяют их прямыми или наклонными линиями.
При разметке стойку рейсмаса берут за основание и перемещают по разметочной плите относительно поверхности заготовки, не допуская при этом перекоса. Чертилка рейсмаса касается вертикальной поверхности заготовки и оставляет на ней горизонтальную риску.
Чертилка должна располагаться под острым углом к направлению движения, а нажим на нее должен быть небольшим и равномерным. Риски проводят параллельно рабочей поверхности разметочной плиты.
Для того чтобы риски были строго линейны и горизонтальны, опорные поверхности рейсмаса и разметочной плиты должны быть обработаны с большой точностью. Качество разметки повышается, если в рейсмасе применяют плоскую чертилку.
Контроль качества разметки и керне н и е — это заключительный этап разметки. Центры кернов должны располагаться точно по разметочным рискам, керны не должны быть слишком глубокими и отличаться друг от друга по размеру.
На прямых рисках керны пробивают на расстояниях 10—20 мм, на криволинейных — 5—10 мм. Расстояния между кернами выполняют одинаковыми. С увеличением размеров заготовки расстояние между кернами также увеличивают. Точки сопряжения и пересечения разметочных рисок обязательно кернят.
На обработанных поверхностях точных изделий разметочные риски не кернят.
Брак при разметке может привести к значительным материальным потерям. Наиболее частыми его причинами являются: неправильный выбор баз и их плохая подготовка; ошибки при чтении чертежа, при откладывании размеров и в расчетах; неправильный выбор разметочных инструментов, приспособлений, их неисправность; неправильные способы и приемы разметки.
Широкое использование механизированных разметочных инструментов и приспособлений повышает качество и производительность разметки. Поэтому следует широко применять механические, электрические и пневматические кернеры, штангенциркули и штангенрейсмасы с электронной индикацией, механизированные приспособления для установки, выверки и закрепления заготовок.
Значительно ускоряет работу и уменьшает число ошибок применение для расчетов микрокалькуляторов. Следует создавать более универсальные и удобные в работе разметочные инструменты и приспособления.
Там, где это экономически оправдано, следует использовать для разметки координатные станки, координатно-измерительные машины или вообще исключить разметку путем обработки заготовок на станках с ЧПУ.
Реклама:
Слесарная рубка
Источник: http://pereosnastka.ru/articles/slesarnaya-razmetka
Плоскостная разметка в слесарном деле
Ответственным подготовительным этапом, который применяется при обработке металла в слесарном деле, на предприятиях машино- и станкостроения, является разметка поверхностей.
Плоскостная разметка — это слесарная операция, состоящая в построении на ровных поверхностях заготовок внутренних и контурных линий изготавливаемых деталей.
Качество ее выполнения оказывает влияние на:
- свойства готовых изделий;
- расход металла;
- образование брака и отходов;
- последующие операции металлообработки.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
Кроме плоскостной разметки используется пространственная разметка. Она отличается тем, что все линии вычерчиваются на нескольких поверхностях, располагающихся в разных плоскостях друг относительно друга.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной».
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
- деревянные;
- металлические.
Основные требования к качеству и конструкции столов:
- Прочность и устойчивость.
Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах. - Достаточная площадь рабочей поверхности.
Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала. - Удобство.
Столы оборудуются различными приспособлениями:- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
| Инструмент | Функция | Требования к конструкции | Рекомендации по использованию |
| Чертилка | вычерчивание линий разметки на заготовках | · тонкий стержень из стали;· один конец затачивается под 45 градусов, второй – согнут в кольцо;· острый конец закаливают | · для получения тонких рисок острие должно быть твердое и острое;· чертилку при работе отклоняют от линейки в направлении ее перемещения, она должна постоянно острием прижиматься к линейке |
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь;· наличие в рабочей части графитового карандаша | перед нанесением разметочных рисок проверяется ровность и точность кромок, вдоль которых будет перемещаться инструмент |
| Рейсмус | · проверка расположения заготовок;· проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой;· высота фиксации отмеряется угольником | |
| Кернер | · построение центров окружностей или отверстий;· нанесение лунок на разметочные линии | · материал — твердая сталь;· размеры: диаметр 8-13 мм, длина 90-150 мм;· конец затачивается под 60 градусов;· бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется |
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» |
| Угольники | · построение и контроль углов;· восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов;· угольник с полкой используется для проверки корректности размещения деталей на плите |
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом |
| Циркуль | · построение окружностей, дуг;· перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку |
| Разметочная плита | · служит рабочей поверхностью;· используется для хранения оборудования | · располагается горизонтально;· должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах |
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке |
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
Приемы плоскостной разметки
Обязательное условие правильного нанесения разметки на плоские поверхности – качественная их подготовка. Порядок подготовки:
- С помощью стальных щеток удалить с поверхности заготовки загрязнения, окалину, следы коррозии.
- Проверить заготовочный материал на наличие дефектов: раковин, трещин, вздутий.
- При выявлении дефектов следует их измерить и предпринять меры по их удалению.
- Если удалить дефекты не возможно, то следует составить план разметки так, чтобы они были удалены с поверхности в ходе обработки.
Перед выполнением плоскостной разметки, рекомендуется:
- Проанализировать чертеж детали, ее назначение, характеристики и размеры.
- Разработать план разметки.
- По справочникам определить припуски на обработку.
- Окрасить поверхность.
Целью окрашивания является обеспечение отчетливости наносимых рисок. При окрашивании небольшой детали, ее держат под наклоном в левой руке. Малярной кистью тонко, перекрестными движениями, наносят краску. Большие заготовки окрашиваются с помощью валика или пульверизатора.
Рекомендации по окрашиванию приведены в таблице.
| Тип поверхности | Окрашивающие средства |
| любые типы поверхностей, кроме горячекатаной стали и цветных металлов | быстросохнущие водоэмульсионные краски, спиртовые лаки |
| заготовки из чугуна или стали | медный купорос:· в кусках;· раствор (3 чайные ложки на 200 г воды) |
| необработанные заготовки черного цвета | раствор мела в воде (консистенция густого молока) с добавкой сиккатива или льняного масла |
Применяемая техника нанесения плоскостной разметки зависит от ее назначения, материала, на который наносятся линии, формы размечаемых деталей.
Разметочные работы могут выполняться:
- по чертежу – все элементы детали переносятся с чертежа на материал;
- по шаблону – контуры детали очерчиваются на материале по контурам заранее изготовленного лекала, шаблона или трафарета;
- по образцу – применяется, когда отсутствует чертеж и шаблон, размеры снимаются с образца заменяемой детали;
- по месту – осуществляется при сборке или подгонке по размеру сборочных единиц габаритных деталей.
Если при работе используется чертеж, то порядок выполнения разметки следующий:
- Тщательно изучить чертеж, выяснить материал детали и процесс ее изготовления.
- Установить методы и порядок нанесения на материал линий и кернов.
- Размеры, приведенные на чертеже, следует откладывать с помощью специальных инструментов для разметки и измерительных приборов. Не рекомендуется с чертежа переносить размеры циркулем, даже если чертеж выполнен в масштабе 1:1. Это обусловлено тем, что размеры бумаги, на которую нанесен чертеж, при высыхании могут измениться.
- Установить базу, от которой будет вестись разметка. В качестве базы могут быть:
- кромки размечаемого материала;
- ранее нанесенные линии, например, осевые, центровые.
- Порядок вычерчивания линий:
- в горизонтальном направлении;
- в вертикальном направлении;
- дуги, скругления, окружности;
- наклонные линии.
- Накернить линии.
- Проверить наличие всех линий с чертежа на размечаемой поверхности.
Приемы качественного нанесения разметки:
- Отметки на заготовках из стали наносятся чертилкой. На листах из сплавов на основе алюминия все внутренние линии, для избежания повреждения покрытия, прочерчиваются карандашом, линии контура — чертилкой. Для чистоты линия проводится один раз. Если риска проведена плохо, то это место следует закрасить, дать высохнуть и прочертить линию снова.
- При работе с кернером, левой рукой его устанавливают заостренным концом точно в необходимое место, наклонив от себя и прижав к намечаемому месту. После кернер следует быстрым движением привести в вертикальную позицию и слегка ударить слесарным молотком.
Нанося кернение, следует учитывать нюансы:- центры кернеров должны располагаться четко на линиях, так чтобы после операций обработки на заготовках осталась половина лунки;
- обязательно следует накернивать места пересечения рисок и скруглений;
- на коротких рисках лунки делают через каждые 5-10 мм, а на длинных – 20-100 мм;
- окружность накернивают в месте пересечения осей;
- на обработанной поверхности лунки проставляются на концах рисок;
- на чистообработанных поверхностях линии не накернивают, они продлеваются до боковых граней, где и ставятся лунки.
- Перпендикулярные линии наносятся при помощи угольника. Заготовку располагают в углу плиты рабочего стола, фиксируют грузом. Чтобы разметить первую линию, полку угольника надо приложить к боковой поверхности плиты. Затем угольник перемещают к перпендикулярной поверхности и вычерчивают вторую линию.
- Нанося разметку по шаблону необходимо использовать правильно заточенную чертилку. Ее следует установить так, чтобы образующая конуса плавно перемещалась по контурным линиям шаблона. На точность работ оказывают влияние условия прилегания шаблона к поверхности.
- При разметке по образцу все размеры переносятся с отработанной детали на заготовку. Перед началом работы она проверяется на достаточность припусков, отверстия в заготовке закрываются центровыми пробками. Далее последовательность действий такая:
- установить заготовку на плите рядом с деталью, при этом необходимо учитывать равномерность распределения на заготовке припусков;
- постепенно перенести все размеры с детали на заготовку;
- синхронно меняя положения заготовки и детали, рейсмусом переносить все размеры;
- контролировать с помощью угольника по линиям, нанесенным в предыдущем положении, соответствие установки детали и заготовки;
- закончить разметку следует накерниванием рисок.
Брак при разметке
Дефекты при нанесении плоскостной разметки оказывают негативное влияние на дальнейшие операции обработки заготовки и качество получаемых деталей. Если ошибки выявлены на ранних стадиях, то их можно устранить. В противном случае вся заготовка отбраковывается и является отходом производства.
Часто встречающиеся виды брака и причины их возникновения приведены в таблице.
| Брак | Причина возникновения |
| Ошибки в перенесении размеров | · неправильное чтение чертежа или искажение на нем размеров;· несоблюдение последовательности операций;· неправильное использование инструментов;· невнимательность разметчика |
| Погрешность установки размеров при использовании масштабной линейки | небрежность или отсутствие навыков у разметчика |
| Неправильное откладывание размеров на заготовке | · неверное определение баз;· неточность измерительного инструмента |
| Перекосы | · небрежное фиксирование заготовок, приводящее к их смещению;· износ разметочной плиты |
| Неточная установка приспособлений на поверхности заготовки | · невнимательность разметчика;· низкое качество подготовки поверхности |
Таким образом, плоскостная разметка – важная стадия производства металлических изделий. От ее точности зависит качество получаемой продукции.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: http://StankiExpert.ru/tehnologii/ploskostnaya-razmetka.html
Фотопроекционная аппаратура для разметки листового металла
В комплект фотопроекционной аппаратуры входят горизонтальная фотографическая установка ФТШ-451 и проекционная установка вертикального типа ЭДИ-456.
Фотографическая установка (рис. 1) предназначена для фотографирования масштабных чертежей на фотопластинки размером 9X12 см.
Рекламные предложения на основе ваших интересов:
Рис. 1. Фотографическая установка
Масштабные чертежи для фотопроекционной разметки выполняются в масштабе 1 : 10 для разметки листов длиной до 10 и в масштабе 1 : 5 — для листов длиной не более 5 м. На каждом чертеже размещают несколько деталей, размеры которых наиболее рационально вписываются в габариты заказных листов металла. На чертеж наносят контуры деталей, а также все необходимые для их разметки данные (вырезы, маркировка и др.).
Рис. 2. Оптическая схема фотографической установки: 1 — лампа; 2, 4 и 5 —линзы; 3 — теплофильтр; негатив; 7 —объектив; 8 — экран
Рис. 3. Проектор фотопроекционной установки. 1 — станина; 2 — направляющая; 3—механизм подъема; 4 — разгрузочное устройство; 5 —стол каретки; 6 — проекционная камера; 7 — камера осветительного устройства
Фотографическая установка состоит из фотографического аппарата, станины с направляющими, экрана, осветителей и блока‘питания.
Для наводки на резкость длиннофокусный объектив камеры связан с телескопической системой, позволяющей перемещаться объективу вдоль оптической оси на 48 мм.
Осветитель или проекционная приставка к фотокамере, предназначенная для репродукционных работ, состоит из трехлинзового конденсора с лампой. Для фотографирования чертежей в масштабе 1 : 10 или 1 : 5 расстояние от фотообъектива до экрана соответственно может изменяться от 1750 до 3250 мм путем перемещения каретки с фотокамерой по направляющим жесткой станины, нечувствительной к вибрациям и сотрясениям.
Управление автоматическим и ручным экспонированием и переключение осветителя осуществляется с пульта, расположенного на станине установки. Для автоматического экспонирования (выдержка при фотосъемке) установка снабжена электронным реле времени с интервалом срабатывания от 2 до 150 сек.
Экран фотоустановки представляет собой коробчатую металлическую конструкцию. Фронтальная стенка экрана изготовляется из дюралюминиевого листа с отверстиями по всей площади. Для крепления чертежа к экрану в его коробке с помощью вакуумного насоса создается
необходимое разрежение. Фотографируемые чертежи освещаются двумя переносными осветителями, на каждом из которых смонтированы по четыре лампы с отражателями.
Проекционная установка ЭДИ-456 предназначена для воспроизведения в натуральную величину негативного изображения с фотопластинки на размечаемый лист. В комплект проекционной установки входят проектор, шкаф электропитания с выпрямителями, дистанционный пульт управления, местный пульт управления и влаго-маслоотделитель в системе питания установки сжатым воздухом.
Проектор состоит из станины с вертикальной направляющей механизма подъема, разгрузочного приспособления, стола-каретки с магазином и осветительного устройства.
Станина с вертикальной трубчатой направляющей служит для одновременного перемещения по высоте стола-каретки и камеры осветительного устройства; перемещение производится с помощью ходового винта, приводимого во вращение электродвигателем. Для уменьшения крутящего момента на валу электродвигателя в процессе подъема каретки на станине рядом с направляющей размещено разгрузочное приспособление.
Рис. 4. Осветительная схема проектора.1 — отражатели; 2 — ксеоновые лампы; 3 — контротражатели; 4 — негатив; 5 — объектив; 6 — разметочный стол
Стол-каретка проектора служит основанием для проекционной камеры. В нижней части камеры установлен проекционный объектив, с помощью которого воспроизводится изображение с негатива на размечаемый лист в натуральную величину. Кроме того, на каретке установлен магазин с кассетами для восьми негативов. При повороте магазина на 1/8 окружности кассеты последовательно располагаются над кадровой рамкой проектора.
Рис. 5. Схема установки проектора над разметочным столом
В камере осветительного устройства проектора расположены под углом 13° к оптической оси системы два эллиптических отражателя с ксеоновыми лампами ДКСШ-1000. Световые потоки, идущие от ламп к контротражателям (рис. 4), собираются отражателями и посылаются через негатив во входной зрачок объектива и дальше на разметочный стол,
Управление перемещениями проекционной системы может производиться с пульта, смонтированного на каретке проектора, или дистанционного пульта, установленного у разметочного стола.
Для охлаждения ламп и объектива к ним подводится сжатый воздух.
Фотографическая установка монтируется в специальном помещении или фотолаборатории предприятия. Монтаж проектора (рис. 5) производится в специальной камере над разметочным столом. Расстояние между плоскостью разметочного стола и объективом проектора может колебаться от 6 до. 12 м, в зависимости от длины размечаемых листов
Конструкции камеры и фундамента для проектора должны исключать вибрации проектора при движении мостовых кранов в цехе, так как при этом проекция негатива на разметочном столе также будет вибрировать.
Применение фотопроекционной разметки по масштабным чертежам позволяет уменьшить трудоемкость разметки в среднем на 50% и в 3—4 раза повысить пропускную способность каждого разметочного стола.
Рекламные предложения:
Читать далее: Устройство для подачи, съема и укладки листового металла
Категория: — Механизированный инструмент
→ Справочник → Статьи → Форум
Источник: http://stroy-technics.ru/article/fotoproektsionnaya-apparatura-dlya-razmetki-listovogo-metalla