Содержание
Полярность при сварке предоставляет все возможности качества
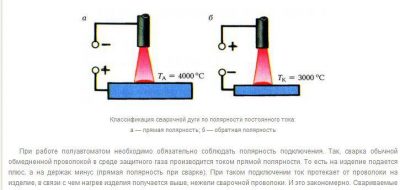
Аппараты для сварки обладают блоком выпрямительных диодов. Это обеспечивает постоянную силу тока, что является непременным условием для сварочных полуавтоматов, материалом для которых служит проволока. Если для аппарата нужны электроды, то это обозначает опцию и возможность применения в процессе работы всех их марок. А полярность при сварке – основа ее качества.
Применяя полуавтомат, надо соблюсти полярность подключения. Сварка под защитой газа омедненной проволокой осуществляется при помощи тока прямой полярности. Фактически это означает:
- на держак подается минус;
- на само изделие – плюс.
Сила тока идет на него от проволоки. Изделие нагревается по сравнению со сварочной проволокой сильнее. В результате площадь свариваемого участка увеличивается. Он нуждается в значительном нагреве с целью формирования ванны для сварки.
Проволока, которая обладает меньшей площадью, быстро расплавляется. Она попадает в нужное место уже расплавленной каплей. Током, протекающим от минуса к плюсу, увлекается расплавленный материал, образуется подходящая сварочная ванна.
Работая полуавтоматом вне защитной газовой среды, необходимо применять особую флюсовую (порошковую) проволоку. В таком случае меняется полярность подсоединения «массы» и держака.
На последнем – плюс, а на «массе» — минус. Температура плавления флюса приблизительно соответствует температуре плавления металла. Чтобы добиться образования качественного шва, нужно, чтоб сгорел флюс.
После чего ожидаются два следующих этапа:
- Должно появиться газообразное облачко.
- В его среде будет осуществляться процесс сварки.
Сила тока направляется к плюсу от минуса, и падение капли металла оказывается более низким. Как раз это обусловит меньший прогрев металла для сварки. Ведь его охлаждение не производится защитной газовой средой.
По этой причине образование сварочной ванны почти не отличается от процесса сварки в среде газа. Сварка переменным током несет с собой свои преимущества. Она не имеет расхождения с дугой относительно первоначальной оси.
А на качество шва как раз воздействует отклонение дуги.
Работая с генератором на переменном токе, несложно заметить: полярность его циклически меняется. Циклам присуща частота 50 Гц. Она, поднявшись до плюсового напряжения, может упасть до нуля либо опуститься до отрицательного показателя. Напряжение изменяется от плюса к минусу и наоборот.
Сваривая цветной металл и нержавейку
При сварке цветных металлов, включая алюминий, пользуются особым вольфрамовым электродом. При этом применяют в процессе сварки прямую полярность, минус на электроде.
Данный тип подключения дает шанс иметь нужную температуру в зоне нагрева. Это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
Полярность напрямую при сварке способствует получению:
- узкой электрической, более концентрированной дуги;
- более основательного проплавления металла, а также стали из нержавейки;
- более качественного шва.
Есть также у процесса и немаловажная экономическая составляющая. Применяя дорогостоящий электрод из вольфрама меньшего диаметра, можно попутно добиться снижения затрат на газ.
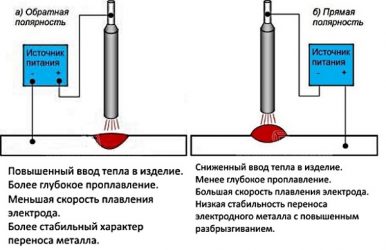
Если же подсоединить электрод из вольфрама при сварке в обратной полярности, то есть на держателе – с плюсом, то шов окажется менее глубоким. У этого метода имеются свои преимущества.
Сваривая тонкие пластины, можно не бояться прожечь насквозь материал из цветного металла и нержавейки.
Существенным недостатком становится только эффект магнитного дутья. Получающаяся дуга выходит блуждающей, а шов – не очень герметичным и привлекательным. Пользуясь переменным током, нужно применять электроды для переменки. Сварщики, мастера своего дела, применяют постоянный ток. С его помощью сварка образует однонаправленный поток электронов. Полярность обеспечивает качество сварки материала, в том числе нержавейки.
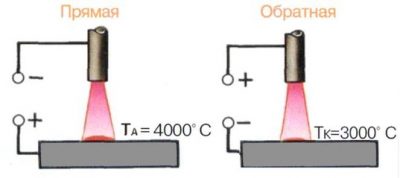
Прямая полярность получается, когда с изделием соединяют «плюс» источника тока. Если соединяют электрод, то тогда налицо обратная полярность. Пользуясь сварочным инвертором, можно самому выбрать на нем полярность. Она определит для сварки направление маршрута для потока электронов. Фактически определяется подключением проводов к отрицательной и положительной клеммам. При сваривании полярность обратная означает:
- на клемме земля – минус;
- на электроде – плюс.
Ток направляется к положительному от отрицательного контакта. По данной причине электроны идут на электрод от металла. В итоге сильно нагревается конец электрода. Для традиционной сварки эффективно применяют минус на клемме, а плюс – на электроде.
При сваривании полярность прямая предполагает плюс на клемме земля, минус – на электроде. Ток движется к металлу от электрода. Металл – горячий, а электрод – холодный.
Такая особенность нашла применение в особых электродах, предназначенных для ускоренной сварки листов нержавейки.
Особая важность полярности при сварке
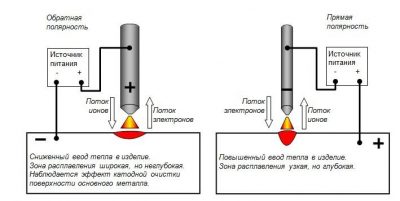
Ясно, что сварка на переменном токе не зависит от того, какой выбран зажим трансформатора для присоединения электрода и изделия. А вот постоянным током по давней традиции сваривают одним из двух способов. С прямой полярностью электрод, подключенный к отрицательному полюсу, становится катодом.
В анод превращается изделие, подключенное к положительному полюсу. Обратная полярность означает, что электрод после подключения к положительному полюсу является анодом. Катод в данном случае – это изделие, подключенное к отрицательному полюсу.
Материал электрода определяет характер дуги между плавящимися электродами из металла и неплавящимися электродами (вольфрамовыми либо угольными). Сварочной дуге присущ ряд как технологических, так и физических свойств. От них почти полностью зависит результат применения при сварке дуги. К свойствам физическим относят:
- световые и электрические;
- температурные и электромагнитные;
- кинетические.
Главные технологические свойства включают три разновидности:
- Саморегулирование.
- Пространственную устойчивость.
- Мощность дуги.
Для поддержки горения дуги надо получить электрически заряженные частицы в пространстве между имеющимися электродами. Эти частицы представляют собой электроны, отрицательные и положительные ионы.
Процесс их образования называют ионизацией. Газ, который содержит ионы и электроны, называют ионизированным.
Дуговой промежуток ионизируется при зажигании дуги, постоянно поддерживается во время ее горения.
В дуговом промежутке обычно выделяют такие области:
- катодную;
- анодную;
- область дугового разряда (столб дуги).
В анодной области имеет место существенное падение напряжения, которое вызвано скоплением возле электродов заряженных частиц (пространственных зарядов). На поверхности катода и анода происходит образование электродных пятен. Они представляют собой своеобразный фундамент столба дуги. Через них проходит путь тока к сварке. Электронные пятна отличаются яркостью свечения.
Сварка имеет общую длину дуги, которая состоит из суммы длин трех областей. Общее напряжение сварочной дуги образует сумма падений напряжения в каждой из областей дуги.
Зависимость напряжения от длины дуги представляет сумму падения напряжения в прианодной и прикатодной областях. Удельное падение в дуге напряжения соотносится с 1 миллиметром столба дуги.
А главной характеристикой дуги при сварке считается тепловая мощность источника нагрева.
Ее эффективность определяется количеством теплоты, которое вводится в металл (не исключая нержавейки) за определенную единицу времени и расходуется на его нагрев. Тепловая мощность – часть совокупной тепловой мощности дуги, из которой небольшая доля теплоты тратится непроизводительно:
- на нагрев разбрызгивающихся капель;
- излучение;
- на теплоотвод в металле.
Отношение результативной тепловой мощности источника теплоты к полной является в процессе нагрева коэффициентом полезного действия.
Технология дуговой сварки
Популярность дуговой сварки неоспорима. Она различается по признакам:
- по виду электродов;
- по виду применяемого тока;
- по среде, где имеет место дуговой разряд.
Для ремонта кузовов авто широко применяется дуговая сварка полуавтоматом в газовой защитной среде. Для индивидуального использования самой доступной считается ручная дуговая сварка. Она осуществляется плавящимися электродами на постоянном либо переменном токах. Предоставляет отличный шанс сварить в непроизводственной обстановке большую часть разновидностей сталей, не исключая нержавейки.
Расстояние между дном кратера и поверхностью главного металла считается глубиной его проплавления или глубиной провара. Она зависит:
- от скорости перемещения дуги;
- величины тока сварки.
Если длина сварочной дуги не больше, чем диаметр стержня электрода, то дугу называют короткой или нормальной. Она способна гарантировать превосходное качество сварного шва.
Дугу, имеющую большую протяженность, считают длинной. Чересчур значительное наращивание длины дуги приводит к снижению качества сварки.
Влияние электромагнитного поля приводит к отклонению дуги от намеченного направления. Это явление назвали магнитным дутьем.
Электрод в ходе процесса перемещается поперек и вдоль сварного шва в направлении оси, чтобы сохранить намеченную длину дуги. Ускоренное движение электрода приводит к появлению неплотного, неровного и узкого шва.
При замедлении движения появляется опасность пережога металла, в том числе нержавейки. Ширина большого шва не должна превышать 15 миллиметров, ниточного – на два-три миллиметра больше в сравнении с диаметром электрода.
Сварные швы по своей форме могут быть:
- нахлесточными,
- тавровыми,
- угловыми,
- стыковыми.
По протяженности швы делятся на прерывистые и сплошные. По пространственному положению они имеют четыре разновидности:
- Потолочные.
- Вертикальные.
- Горизонтальные.
- Нижние.
Источники питания: генератор, выпрямитель, сварочный трансформатор – при внешней характеристике представляют связь величины тока нагрузки с напряжением на выходных зажимах. Вольтамперная характеристика дуги – это зависимость между током дуги и напряжением в статическом режиме. Внешние характеристики генераторов для сварки считаются падающими.
Длина дуги определяется напряжением. Напряжение будет выше, если сварочная дуга длинней. Равное изменение длины дуги (падение напряжения) означает, что при различной внешней характеристике источника изменение тока при сварке неодинаково. Лучше характеристика – значит, длина сварочной дуги оказывает меньшее влияние на ток для сварки.
Источник: http://GoodSvarka.ru/electro/polyarnost/
Полуавтоматический сварочный аппарат: особенности и принцип проведения сварки алюминия
Для сварки изделий используют сварочные аппараты, при выборе которых учитываются свойства металла. Сплавы из алюминия требуют особого подхода. Основной сложностью при соединении алюминиевых деталей является необходимость удаления оксидной пленки, находящейся на поверхности данного металла.
Благодаря своему удельному весу, прочности и коррозийной устойчивости алюминий сегодня достаточно широко используется при изготовлении бытовой техники, различный строительных конструкций, в судостроении и других отраслях. Однако при тепловой обработке возникают определенные сложности в работе с ним. Причиной являются специфические физико-технические свойства металла:
- в отличие от стальных сплавов, алюминий обладает широким температурным диапазоном плавления. Он начинает плавиться и терять свою прочность при сравнительно низком температурном пороге;
- нагреваясь, этот металл не меняет цвет, поэтому сложно определить степень его прогрева;
- алюминий не магнитится и имеет теплопроводность в пять раз больше, чем сплавы из стали. Когда зона соединения нагревается — тепло быстро распределяется по всей площади детали.
При взаимодействии с кислородом на поверхности алюминия образуется слой окисной пленки. Он достигает определенной толщины и защищает металл от дальнейшего окисления. Но при этом пленка создает определенные сложности при сварке, так как температура ее плавления в два раза больше температуры плавления самого металла.
Нюансы работы
Учитывая особенности, присущие алюминиевым сплавам, работая с ними, понадобится решить определенные задачи:
- Удалить оксидную пленку;
- Во время сварочных работ необходимо проследит за своевременной подачей сварной проволоки и обеспечить стабильную дугу.
Сварочный процесс должен идти беспрерывно, иначе придется начинать его заново. Этапы работы:
- удаление в месте соединения пленки. Избавиться от нее можно при помощи механической очистки щеткой. Также можно применить химическое травление или пробить электрическим импульсом;
- обеспечить определенную температуру процесса и использовать дугу длиной от 12 до 15 мм. Выбирая режим сварки важно не допустить прожога металла, учитывая повышенную его теплопроводность и очень низкий порог плавления;
- начинать процесс следует при большом сварочном токе (это поможет избавиться от оксидной пленки), а затем постепенно снижать его. Нельзя допускать, чтобы после нагрева металл быстро остыл. Это приведет к значительной линейной усадке алюминия и внутреннему напряжению, что, в свою очередь, повлияет на образование трещин и деформаций в области шва. Постепенное снижение температуры предотвратит образование кратера.
Сварка с помощью полуавтомата производится с применением специального электрода. Он имеет вид мягкой проволоки, которая подается через специальный рукав к месту сваривания. Для этого имеется особая система роликов.
Выполняют сварку алюминия полуавтоматом в аргоне. Газ можно использовать чистый либо с небольшим добавлением гелия. В качестве электрода используют алюминиевую проволоку диаметром 0,8 мм и соплом не меньше 1 мм.
Порошковую проволоку при сварке алюминия используют только в исключительных случаях, потому что шов, полученный таким методом, не отличается высоким качеством.
Для сварочных работ с алюминиевыми изделиями успешно используются сварочные полуавтоматы с использованием разных технологий: MIG и TIG.
В первом случае (метод MIG) присадкой являются сами плавящиеся электроды, которые равномерно направляются в сварную зону устройством автоматической подачи. При таком методе сварку проводят с использованием постоянного тока, имеющего обратный характер полярности.
Для TIG технологии берут присадочную проволоку и неплавящиеся электроды с основой из вольфрама. Проволока наполняет стык между деталями автоматически. Использовать эту технологию надо только при наличии переменного тока в полуавтомате и высокочастотного розжига дуги.
Выбор сварочного аппарата
Полуавтоматы для сварки алюминия в своем устройстве имеют:
- редуктор и двигатель;
- источник получения сварочной дуги;
- горелка с наличием защитного рукава;
- кабель, оборудованный зажимом для подключения к детали.
Для сварки изделий из алюминия определенной толщины следует взять аппарат достаточно мощный. При необходимости часто проводить такие работы лучше приобрести оборудование мощностью не менее 220А.
Гораздо удобнее производить сварку алюминия при наличии в аппарате режима пульсации, которая с легкостью будет пробивать оксидную пленку. Благодаря режиму импульсов ни сам аппарат, ни заготовки не перегреваются. Это убережет металла от повреждения и положительно отразится на качестве сварного соединения.
Полуавтоматы для сварки стоят недешево, но это оправдывается высоким качеством работы. При покупке сварочного универсального полуавтомата можно присмотреться к таким моделям:
- Сварог PRO MIG 160 SYNERGY (N 227);
- Сварог REAL MIG 200 (N24002);
- Aurora PRO OVERMAN 180;
- Grovers MULTiMIG 200SYN;
- Сварог PRO MIG 200 SYNTRGY (N229).
Чтобы уменьшить трение проволоки, используют тефлоновую направляющую для головки. Желательно, чтобы рукав для сварки не был чрезмерно длинным и использовался только в работе с алюминием.
Для беспрепятственной подачи проволоки она должна быть в канале как можно прямее. Надо стараться держать рукав таким образом, чтобы не было петель и перегибов.
Контактный наконечник необходимо использовать только тот, что предназначен для сварки алюминия (маркировка AL). Не подходят наконечники, применяемые при сварке нержавеек и черных металлов. Отверстие в диаметре должно быть немного больше диаметра проволоки. Оно не должно быть слишком большим для обеспечения хорошего электрического контакта.
Если полуавтоматическая сварка алюминия проводится на токах выше 200А, необходимо позаботиться о том, чтобы не было проблем с подачей проволоки и было снижено тепловыделение. Отличное решение — горелка с водяным охлаждением.
Подача проволоки
Проволока для сварки алюминия полуавтоматом должна подаваться с учетом повышенной мягкости и пластичности металла. При этом механизм имеет ряд особенностей, а именно:
- подающие ролики, созданные для работы с алюминием, имеют U-образные бороздки;
- четырехроликовое подающее устройство, устроенное таким образом, чтобы равномерно прижимать каждую пару роликов.
Плюсы и минусы сварки полуавтоматом
К плюсам работы полуавтоматом при сварке можно отнести:
- благодаря устройству аппарата его можно использовать применяя разные настройки в широкий диапазон и выбрать наиболее подходящий режим проведения сварочных работ;
- дугу можно контролировать при любом положении горелки;
- допустимо проводить сварку деталей различных размеров;
- благодаря аппарату сварной шов получается высокой точности;
- экономно расходуется электроэнергия и расходный материал;
- полуавтоматы имеют небольшой размер, вес и мобильность;
- КПД-95%.
Минусы роботы полуавтоматом:
- полуавтомат инертного типа в сравнении с трансформаторным устройством имеет высокую стоимость;
- такому аппарату необходима регулярная чистка и продувка инвертора;
- электронные схемы, управляющие регулировкой полуавтомата, отрицательно реагируют на минусовую температуру. Кроме того, перепады температуры могут систему вывести из строя, вызвав конденсат.
Узнав все нюансы сварочных работ с алюминиевыми изделиями, используя в работе полуавтоматический аппарат, можно приступать к работе. Чтобы сделать качественное и надежное соединение, важно соблюдать этапы работы и все приведенные рекомендации.
Источник: https://tokar.guru/svarka/svarka-izdeliy-iz-alyuminiya-vybor-apparata-plyusy-i-minusy.html
Выбор полуавтомата для начинающего сварщика

Для гаража и дачи, для не очень опытного пользователя полуавтомат будет более прост в обращении, чем ручная дуговая сварка. Сварка тонких материалов более доступна, визуально видно, куда и сколько материала укладывается, видно сразу провариваем мы или нет, значительно быстрее можно сварить линейные швы на металлоконструкциях.
Стеллажи в гараже, бачки под воду, ворота, заборы, точечно прихватывать пороги автомобиля, и т.п. — всё это будет доступно. Единственным неудобством будет необходимость иметь в хозяйстве ещё и газовый баллон, но не обязательно большой. Существуют и маленькие балоны (как для акваланга), такой комплект можно возить в любых жигулях.
Выбор газа для полуавтомата
Для сварки могут применяться различные газы. Самый дешёвый вариант и простой – углекислота, СО2 стоит он дёшево , но швы получаются с чешуйчатым рельефом, металл разбрызгивается, околошовная зона на режимах более 100-120 А покрывается гратом (прилипшими шариками), которые трудно удаляются.
Поверхность приходится дополнительно обрабатывать болгаркой. Если изделие потом будет краситься, то грат нужно удалять обязательно, и сам шов, сваренный в СО2 тоже нужно зачистить. Иначе швы будут ржаветь даже под тремя слоями краски.
В смеси газов 80% аргона и 20% углекислоты швы становятся гладкие, поверхность не забрызгивается совсем или очень мало. Дополнительной обработки такие швы требуют значительно меньше. Смесь газов сейчас легко доступна, практически везде есть, где торгуют техническими газами.
Стоимость смеси рублей на 200 дороже, но общая себестоимость получается, как правило, ниже, особенно если учесть количество время на дополнительную обработку болгаркой.
Сварка порошковой проволокой
Существуют так же способы сварки полуавтоматом без газа порошковой проволокой. Этот процесс потребует некоторых навыков и тренировки, но тоже довольно доступен в самостоятельном освоении. Нужно иметь в виду некоторые особенности.
Сейчас существует огромное количество порошковых проволок, с самыми различными свойствами и требованиями. Порошковая проволока – не значит обязательно самозащитная без газа, на самом деле это тонкая трубочка 0.9 – 1.
6 мм заполненная внутри различными порошками, в состав которых могут входить не только металлы и различные присадки, но и шлакообразующие составы, которые при сварке образуют тонкий слой защитного шлака.
Могут быть варианты когда проволока, покрывающая шов защитным шлаком, тем не менее, требует дополнительной защиты газом. Например, E71T1 нержавеющая проволока при сварке покрывающая шов шлаком и варится в смеси газов 80/20. То есть нужно убедиться что проволока, которую вы покупаете, не требует газа.
no gas (обратная полярность) gas (прямая полярность)
Второй момент с выбором проволоки – полярность. Нужно обязательно убедится, что полярность, которую требует проволока, может быть включена на вашем аппарате. Прямая или обратная. Если на вашем аппарате полярность не переключается нужно проволоку подбирать по полярности вашего аппарата.
Полярность может переключаться и на инверторных и на простых трансформаторных аппаратах. При выборе самое главное обратить на это внимание, если вам обязательно нужна сварка порошковой проволокой прямой полярности.
У синергитических инверторных аппаратов переключение полярности, как правило, есть обязательно, и они могут варить ручником, полуавтоматом, вольфрамо-дуговой сваркой.
Фирма TELWIN, к примеру, выпускает бытовую серию BIMAX трансформаторных полуавтоматов, у которых есть варианты подключения в прямой и обратной полярности, они могут использовать дешёвые проволоки для сварки конструкционных сталей без газа.
Редуктор для полуавтомата. Расход газа
Если вы решили работать с газом, то вам следует обратить внимание на выбор газа, как мы уже ранее говорили, подобрать длину шлангов, что бы можно было удаляться от баллона на необходимое расстояние.
Диаметр шланга может быть небольшим миллиметров 5 и необязательно покупать кислородные армированные на 16 кг/см давлением. Давления в шланге от редуктора до аппарата практически нет никакого, шланг должен обеспечить расход газа 5 — 10 литров в минуту.
Важно так же, что бы шланг всё-таки при всей его дешевизне не перегибался самопроизвольно, не перекрывал газ, держал форму. Иначе это будет не сварка, а мучения.
Редуктор для полуавтомата должен иметь два манометра, один показывает высокое давление в баллоне, второй — показывать расход газа в литрах в минуту (то есть фактически расходомер). На небольших токах достаточно расхода около пяти литров в минуту, если сварочный ток будет расти расход можно увеличить. Минимизировать расход газа можно просто.
Варите, смотрите на шов, уменьшаете подачу газа снова варите и так пока в шве не начнут появляться поры. Значит, пора немного прибавить и потом снова пробуете проварить, оценить шов. Если пор нет, на этом можно успокоиться – меньше расход газа вы уже не сделаете. Выбор подачи и напряжения делается визуально — то есть крутим ручки подачи проволоки и напряжения до получения желаемого результата.
У каждого сварщика, как правило, получаются свои настройки.
Инверторный полуавтомат или классический – трансформаторный
Как и аппараты ручной дуговой сварки покрытым электродом, полуавтоматы бывают трансформаторного и инверторного типа. По качеству сварки трансформаторы и простые инверторы (не синергитические) мало чем отличаются, дугу они держат одинаково.
В простом варианте инвертор как и трансформатор делает постоянное напряжение с жёсткой характеристикой (с более жёсткой чем у ручника если точнее), но и только, никаких цифровых сварочных процессов он не поддерживает.
На это способна только синергитическая инверторная техника, о которой можно почитать на нашем сайте в справочных материалах.
В простом варианте достоинства инвертора несколько в другом — это лёгкий вес, плавная регулировка напряжения, что бывает значительно удобней, слегка меньший расход электроэнергии, возможно, но не обязательно возможность работы с более низкими электросетями.
На это необходимо обратить внимание специально, если вам это важно. Инверторное название ещё не гарантия того, что аппарат будет держать падения напряжения сети. Как правило, стандарт – это 15%, который держат все аппараты.
Более профессиональные аппараты держат падения от 30% до 50%.
Сварка алюминия
Ещё несколько слов можно сказать о сварке полуавтоматом алюминия!!! До появления в синергитических аппаратах процесса PULSE промышленность алюминий полуавтоматами, как правило, не варила. Никаких ответственных конструкций сварить было нельзя — не получалось. Во первых, 50% проволоки разбрызгивалось, во вторых, качество швов оставалось неприличным.
Какие то простые, неответственные вещи сварить в принципе можно, но нужно быть опытным сварщиком алюминия. У нас был печальный опыт, когда начинающие пользователи наслушавшись советов «бывалых» приезжали за трансформаторным полуавтоматом, просили показать, как он варит алюминий, наши советы и аргументы не имели никакого веса для них.
Через некоторое время они вернулись с «неисправным аппаратом» — алюминий не варит. Пришлось снова варить, показывать, что аппарат здесь не причём, они снова уехали, записав все положения ручек настройки. Но потом всё таки долго парились как им обменять заюзанную технику на аппарат с функцией PULS.
Такое было не раз, и теперь я даже не пытаюсь идти у потребителя на поводу, сварку трансформатором даже не показываю, хватит. Хотите варить алюминий — покупайте PULS или вольфрамо – дуговую АС/DC. Не повторяйте чужие ошибки.
Источник: https://Evrotek.Spb.ru/info/stati/i_welding/24652/
Краткие сведения по сварке алюминия
В современных условиях, когда прочность металлоконструкции обеспечивается не ее массивностью, как это было принято еще совсем недавно, а качеством изготовления комплектующих деталей и безукоризненной тщательностью сборочных операций, алюминий вошел в число популярных конструкционных материалов.
Благодаря своей легкости и высокой теплопроводности алюминий начинает теснить доминирующие в машиностроении и строительстве чугун и сталь.
Экспансия алюминиевых сплавов в авиастроение и автомобилестроение привела к снижению почти вдвое весовых характеристик машин без потери прочности.
Но для широкого производственного и практического применения алюминиевых изделий пришлось создать и отработать новые технологии сварки алюминия, отличающиеся от непритязательных способов сварки сталей.
Основные проблемы при сварке алюминия
Однозначно алюминий относится к категории трудносвариваемых металлов. Для качественного выполнения сварки алюминиевых деталей необходимо учитывать ряд негативных факторов:
- Поверхность алюминия и его сплавов покрыта окисной пленкой, имеющей температуру плавления ( 2044 градуса Ц) выше, чем у чистого алюминия (около 660 градусов Ц);
- Такие же тугоплавкие пленки образуются на каплях расплавленного алюминия, препятствуя сплавлению капель в единый монолитный сварной шов. Только путем защиты сварной зоны от контактов с воздухом удается проводить сварочную операцию;
- Защиту сварной зоны обеспечивают инертными газами, например, аргоном;
- У алюминия сильно выраженная жидкотекучесть, что затрудняет регулирование сварочной ванны и требует использования теплоотводящих подкладочных элементов в процессе сварки;
- В сплавах алюминия содержится атомарный водород, который при остывании сварочных швов стремится выйти наружу, что приводит к растрескиванию швов и образованию пор в составе шва;
- Застывающие сварные швы могут сильно деформироваться при усадке алюминия, поскольку у него высокий коэффициент линейного расширения;
- Для сварки алюминия необходим сварочный ток, в полтора-два раза превосходящий аналогичный показатель для стали, поскольку у алюминия высокая степень теплопроводности.
Способы сварки алюминия и его сплавов
Главным требованием к оборудованию для сварки алюминия является обеспечение защиты сварной зоны от окисляющего воздействия воздуха. Наилучших результатов добиваются при использовании следующих способов:
- Применение вольфрамовых неплавящихся электродов при работе на переменном токе в среде аргона (режим AC TIG);
- Применение полуавтоматов для работы на постоянном токе в аргоновой среде (режим DC MIG);
- Использование покрытых плавящихся электродов без защитного газа, поскольку покрытие электрода самостоятельно обеспечивает газовую защиту (режим ММА).
Для выполнения сварки алюминия необходимы либо переменный ток (АС), либо постоянный ток (DC) обратной полярности. Сварка постоянным током прямой полярности не допускается.
Причина такой категоричности заключается в следующем.
Любая применяемая технология сварки алюминия должна создать условия протекания катодного распыления, разрушающего оксидную пленку на поверхности подготовленного к сварке алюминия.
Это условие выполнимо только при переменном токе или постоянном токе обратной полярности. Постоянный ток прямой полярности не способствует катодному распылению, пленка не разрушается и препятствует сварочному процессу.
Сварка в режиме AC TIG
Рассмотрим схему сварки в данном режиме. Здесь используется переменный ток.
Для газовой защиты используется инертный аргон, что создает определенные неудобства, связанные с заполнением газового баллона. В числе основных плюсов метода TIG:
- Отсутствие разбрызгивания расплавленного металла;
- Возможность сварки тонких деталей;
- Оперативная регулировка дуги;
- Аккуратный шов.
Из недостатков следует назвать:
- Повышенные требования к производственным навыкам сварщика;
- Низкая производительность.
При сварке алюминия необходимо заточить кончик вольфрамового электрода в форме шара, тогда как для работы со сталью электрод затачивают в виде острого наконечника.
Сварка в режиме DC MIG
Сварка алюминия полуавтоматом производится в защитной среде инертного аргона. Характеризуется высокой производительностью и качественными сварными швами без трещин и прожогов. Процесс полуавтоматической сварки протекает втрое быстрее ТИГ-сварки, но качество ТИГ-процесса выше.
Сварка в режиме ММА
Для выполнения сварки необходим постоянный ток обратной полярности, силу тока подбирают, рассчитывая 25-30 Ампер на каждый 1 мм диаметра используемого электрода. Необходимый рабочий ток составляет 180-280 Ампер. Этот вид чаще всего используется для сварки алюминия в домашних условиях при изготовлении малоответственных конструкций при толщине металла порядка 4 мм. У него имеются свои недостатки:
- Пористость и низкая прочность сварного шва;
- Тяжело отделяется застывший шлак;
- Сильное разбрызгивание металла;
- Неудаленный шлак в зазорах или углах провоцирует коррозию.
При использовании алюминиевых электродов сварку необходимо выполнять непрерывно в пределах каждого электрода. В случае обрыва дуги конец электрода и сварочный кратер покрываются шлаковой корочкой, которая препятствует повторному зажиганию электрической дуги.
Поскольку алюминиевые электроды плавятся в несколько раз быстрее стальных, скорость сварки должна также быть намного выше по сравнению с обычной ручной электросваркой. Поперечных движений электродом, как при сварке стали, делать не нужно.
Источник: http://stroitel5.ru/kratkie-svedeniya-po-svarke-alyuminiya.html
Сварка алюминия
Высокая электро- и теплопроводность алюминия, очень малый вес в сочетании с отличными механическими свойствами его сплавов, сделали этот материал просто незаменимым во многих сферах человеческой деятельности. Как бы в компенсацию своим достоинствам «крылатый» металл очень трудно сваривается. Умение качественно варить алюминий — это то, что отличает сварщика высокой квалификации от сварщика-любителя.
Сварка алюминия
Свариваемость
Как уже отмечалось, алюминий относится к трудносвариваемым металлам. Эта особенность обуславливается целым рядом его свойств:
- На поверхности деталей из алюминия и его сплавов всегда присутствует окисная пленка Al2O3, имеющая температуру плавления 2044°C, в то время как температура плавления самого алюминия составляет около 660°C.
- Легкая окисляемость алюминия приводит к образованию тугоплавкой пленки на каплях расплавленного металла, препятствующей их сплавлению в монолитный шов. Чтобы не допустить образования этой пленки, требуется надежная защита зоны сварки от воздуха, обеспечить которую в полной мере позволяет сварка алюминия с аргоном.
- Большая жидкотекучесть металла затрудняет управление сварочной ванной и диктует необходимость применения теплоотводящих подкладок при сварке.
- Склонность к образованию кристаллизационных трещин и пор в шве приводит к ослаблению последнего. За поры ответственен растворенный в алюминии водород, стремящийся выйти из металла наружу. Трещины больше характерны для сплавов алюминия, они возникают при охлаждении металла из-за повышенного содержания кремния.
- Большая усадка металла, обусловленная высоким коэффициентом линейного расширения, приводит при затвердевании сварного шва к значительным деформациям.
- Высокая теплопроводность алюминия вызывает необходимость применения сварочного тока, превосходящего в 1,2-1,5 раза ток для сталей, — несмотря на то, что температура плавления последних значительно выше, чем у алюминия.
- К дополнительным трудностям сваривания алюминия следует отнести и то, что на практике — особенно при сварке алюминия в домашних условиях — приходится иметь дело с различными сплавами неизвестной марки, которые для качественного сваривания могут требовать особых материалов и режимов сварки.
Сварной шов с включениями и порами
Способы сварки алюминия
Существует много способов сварки алюминия с использованием различного оборудования и разных сварочных материалов, с защитой зоны сварки инертными газами или флюсами. Наибольшее распространение получили три из них:
- сварка вольфрамовым электродом в среде инертных газов (режим AC TIG);
- сварка полуавтоматами в среде инертных газов с автоматизированной подачей проволоки (режим DC MIG);
- сварка покрытыми плавящимися электродами без использования защитного газа (режим MMA).
Важным условием сваривания алюминия и его сплавов является необходимость разрушения оксидной пленки на поверхности металла. Для выполнения этого условия необходим переменный или постоянный ток обратной полярности.
Только в этом случае происходит т.н. катодное распыление, разрушающее оксидную пленку.
Алюминий нельзя сваривать постоянным током прямой полярности, поскольку в этом случае пленка не подвергается катодному распылению и остается неразрушенной.
Подготовка металла к сварке
Независимо от применяемого способа, сварке должна предшествовать тщательная подготовка свариваемых кромок, цель которой — очистка последних от загрязнений и окисной пленки. Подготовка состоит из ряда операций:
- Очистка и обезжиривание. Свариваемые детали и присадочный материал перед сваркой тщательно очищаются от грязи, масла и жира. Обезжиривание производят ацетоном, авиационным бензином, уайт-спиритом или иным подходящим растворителем.
- Разделка кромок (при необходимости). Сварку деталей толщиной до 4 мм выполняют без разделки кромок, при большей толщине требуется разделка. Исключением из этого правила является сварка алюминия покрытыми электродами, при которой разделку кромок выполняют при толщине металла выше 20 мм. Для деталей из тонкого листа (до 1,5 мм толщиной) целесообразно применение отбортовки
Сварка встык с отбортовкой
- Удаление оксидной пленки. Кромки деталей на ширине 25-30 мм зачищают наждачной бумагой, напильником или металлической щеткой из нержавеющей стали с диаметром проволоки не более 0,15 мм.
Сварка алюминия штучными покрытыми электродами (режим MMA)
Этот вид сварки применяется в основном при изготовлении неответственных конструкций с толщиной металла не менее 4 мм. Этот способ сварки обладает значительными недостатками, в числе которых невысокое качество шва (пористость, низкая прочность), сильное разбрызгивание металла во время сварки, плохая отделяемость застывшего шлака, который может вызывать коррозию металла.
Покрытыми электродами можно сваривать как технически чистый алюминий, так и его сплавы.
Взамен старых, имеющих значительные недостатки, марок ОЗА-1 и ОЗА-2, сегодня выпускаются более совершенные электроды для сварки алюминия УАНА и ОЗАНА, позволяющие сваривать все основные виды алюминиевых сплавов.
В частности, для сварки деталей из алюминия технической чистоты используются электроды ОЗАНА-1, деталей из алюминиево-кремнистых сплавов (АЛ-4, АЛ-9, АЛ-11) — ОЗАНА-2.
Сварочный шов сделанный электродом ОЗАНА-2
Сварка производится постоянным током обратной полярности. Сварочный ток принимается из расчета 25-30А на 1 мм диаметра электрода.
Для получения удовлетворительного качества шва необходим подогрев — до 250-300°С для металла средних толщин, и до 400°С — для массивных деталей. Подогрев и медленное охлаждение позволяют получить достаточное проплавление металла при умеренных сварочных токах, избежать возникновения кристаллизационных трещин и уменьшить коробление. При сварке крупных деталей целесообразен локальный подогрев.
Сварка алюминиевыми электродами имеет свои особенности, вызываемые тем, что они плавятся в 2-3 раза быстрее, чем стальные. Скорость сварки, следовательно, должна быть существенно выше.
При обрывах дуги кратер и конец электрода покрываются коркой шлака, препятствующей повторному зажиганию дуги. В связи с этим сварку рекомендуется выполнять непрерывно в пределах одного электрода.
Поперечных колебаний электродом (как при сварке стали) делать не следует.
Сразу же после сварки необходимо удалить шлак со шва, промыть его горячей водой и обработать стальной щеткой. Наличие шлака в зазорах и углах может вызвать коррозию металла.
В силу своих недостатков, сварка алюминия покрытыми электродами не пользуется особым почитанием среди мастеров сварки. Предпочтение отдается аргонной сварке алюминия.
Сварка вольфрамовым электродом в инертном газе (режим AC TIG)
Этот способ сварки — наиболее распространенный. Он применяется при изготовлении конструкций из алюминия и его сплавов, к качеству которых предъявляются высокие требования в отношении прочности и эстетичности.
При сварке используют вольфрамовые электроды диаметром 1,6-5 мм и присадочные прутки диаметром 1,6-4 мм.
Вольфрамовые электроды с синим цветовым кодом
Присадочные прутки для сварки алюминия
В качестве защитного газа применяется аргон или гелий высокой степени чистоты. Питание дуги осуществляют от источника переменного тока, обеспечивающего качественное разрушение оксидной пленки.
Все необходимые параметры — диаметры электрода и присадочного прутка, значение сварочного тока, скорость подача газа — зависят от характеристики используемого оборудования.
В качестве ориентировочных можно принять значения из нижеприведенной таблицы, которые верны при условии использования аргона в качестве защитного газа.
| Тип соединения | Толщина металла, мм | Диаметр электрода, мм | Диаметр присадочной проволоки, мм | Сварочный ток, А | Расход аргона, л/мин |
| С отбортовкой кромок | 1,0 1,5
2,0 |
1,0 1,6-2,0
1,6-2,0 |
— | 45-50 70-75
80-85 |
4-5 5-6
7-8 |
| Встык без разделки кромок, одностороннее | 2,0 3,0
4,0 |
1,5-2,0 3,0-4,0
3,0-4,0 |
1,0-2,0 2,0-3,0
2,0-3,0 |
55-75 100-120
120-150 |
5-6 7-8
8-10 |
| Встык без разделки кромок, двустороннее | 4,0 5,0
6,0 |
3,0-4,0 4,0-5,0
4,0-5,0 |
3,0-4,0 3,0-4,0
3,0-4,0 |
120-180 200-250
240-270 |
7-8 8-10
8-10 |
Угол между электродом и горизонтальной плоскостью должен составлять 70-80°, между присадочной проволокой и электродом — около 90°. Длина дуги не должна превышать 1,5-2,5 мм.
Положение и направление движения горелки с электродом
Горелка движется вслед за присадочным прутком, а не идет впереди него. Этим обеспечивается лучшая защита шва. Важность этого требования подтверждает фото ниже, на котором шов слева выполнен рекомендуемым способом, а шов справа — иным, при котором горелка двигалась впереди прутка.
Сварочные швы при движении прутка перед горелкой (слева) и за горелкой (справа)
Присадочный пруток подается короткими возвратно-поступательными движениями, напоминающими движения кисти художника — приближается, касаясь кончиком края ванны, и отводится назад и вверх. Поперечные движения электрода и присадочного прутка недопустимы.
TIG сварка алюминия
Алюминиевый лист необходимо класть на стальную или медную прокладку, которая осуществляет отвод тепла, играя роль радиатора. Особенно это необходимо при сварке тонких листов во избежание прожогов.
Размеры сварочной ванны должны быть минимальными. Скорость сварки должна соответствовать сварочному току и расходу инертного газа. Чрезмерный расход последнего приводит к засасыванию в зону дуги воздуха, при малом течении газа или чрезмерно высокой скорости сварки качественная защита также не будет обеспечена.
Подача аргона включается за 3-5 секунд до поджога дуги, выключается через 5-7 после ее обрыва.
Сварка алюминия полуавтоматами (режим DC MIG)
Лучше всего варить алюминий специальным импульсным аппаратом для сварки алюминия, в котором импульс высокого напряжения, разбив оксидную пленку, падает до базового значения.
Каждая капля расплавленного электродного материала как бы «вбивается» в сварочную ванну, обеспечивая тем самым высокое качество шва. Однако такие аппараты дороги.
Впрочем, как показывает практика, вполне можно обойтись и обычным полуавтоматом, даже таким, в котором режим сварки алюминия изначально не был заложен. Правда, в этом случае могут потребоваться небольшие переделки.
Инверторный сварочный полуавтомат непрерывной и импульсной сварки MIG-MAG
Процесс MIG-сварки происходит в три раза быстрее процесса TIG-сварки, однако качество последнего выше.
По своему принципу технология сварки алюминия полуавтоматом не отличается от технологии сварки стали. Однако имеются некоторые технические особенности:
- Алюминий и его сплавы нельзя сваривать постоянным током прямой полярности — только обратной (по причине, о которой говорилось выше).
- Алюминиевая проволока значительно мягче стальной, поэтому имеет склонность образовывать петли при незначительном сопротивлении в рукаве. Чтобы этого не происходило, желательно иметь 4-х роликовый механизм подачи, короткий рукав и тефлоновый вкладыш в него, снижающий сопротивление трения.
Смятие алюминиевой проволоки в механизме автоматической подачи проволоки
Вкладыш должен выступать как можно ближе к роликам
- Так как алюминий при нагреве расширяется сильнее чем сталь, алюминиевая проволока может застрять в токосъемнике (токопроводящем наконечнике). Чтобы этого не произошло, можно использовать наконечник с чуть большим диаметром отверстия (например для алюминиевой проволоки диаметром 0,8 мм использовать наконечник для стальной проволоки диаметром 1,0 мм). Также для алюминиевой проволоки продаются специальные токосъемники, маркирующиеся обычно «Al».
Токосъемник (токопроводящий наконечник) сварочного полуавтомата
- Проволока из алюминия плавится быстрее стальной, поэтому при сварке необходимо обеспечить нужную скорость ее подачи — более высокую, чем стальной. Иначе придется часто менять расплавившийся наконечник.
Марка сварочной проволоки должна соответствовать материалу. Перед ее покупкой нужно изучить информацию о видах алюминиевых сплавов, для сварки которых она используется. Нехватку информации поможет компенсировать эксперимент, без которого в любом случае не обойтись, если вы пробуете варить алюминий впервые.
Источник: http://laboratoria-svarki.ru/uslugi/svarka-alyuminiya.html