Содержание
- 1 Плазменная сварка: принцип работы, особенности и преимущества
- 2 Сварка алюминия — технологии, особенности, выбор оборудования
- 3 Виды и особенности плазменной сварки
- 4 Плазменная сварка алюминия и сплавов: режимы, технология, аппараты
- 4.1 Технология плазменной сварки алюминия
- 4.2 Плазменная сварка алюминия на обратной полярности
- 4.3 Режимы плазменной сварки алюминия
- 4.4 Сварка с помощью плавящегося электрода
- 4.5 Ручная дуговая
- 4.6 Электронно – лучевая
- 4.7 Оборудование для плазменной сварки алюминия
- 4.8 Плазменная сварка алюминия и его сплавов
- 4.9 Микроплазменная сварка алюминия
- 5 Сварка алюминия
Плазменная сварка: принцип работы, особенности и преимущества
Плазменная сварка (PAW — Plasma Arc Welding) – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).
Данная технология известна еще с советских времен — 80-х годов прошлого столетия, существенное развитие получила на Западе и за время своего существования претерпела множество изменений в лучшую сторону.
Так, например, источники стали производить инверторными, программируемыми, плазматроны заметно уменьшились в габаритах, технологические возможности расширились, сильный шум, который присутствовал раньше при сварке, отсутствует.
Промышленный источник плазменной сварки состоит из двух инверторов – вспомогательного и основного. Именно это является в том числе причиной, почему плазменные источники дороже аргонодуговых. НО при этом они имеют большие преимущества по сравнению с TIG сваркой.
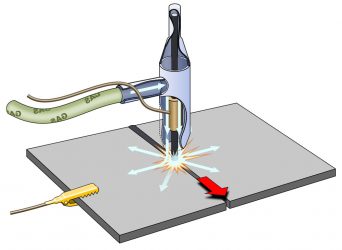
Схема классического промышленного аппарата плазменной сварки
Вспомогательный инвертор зажигает дугу между вольфрамовым электродом и соплом, которая затем выдувается, и в работу включается основной инвертор, который уже обеспечивает поддержание и регулировку сварочного процесса.
Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой TIG сварки.
Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме стойкость электрода в 30-40 раз выше, т.к. электрод «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
Благодаря наличию плазменного сопла и подачи сжатого газа аргона, сварочная дуга сжимается, становится узконаправленной, а не свободно горящей как при ТИГ, поэтому иногда плазменную сварку называют «аргонодуговая сварка сжатой дугой».
Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае — прожог или непровар.
При плазме прожога или непровара не происходит из-за сжатой дуги.
По сути дела, говоря простым языком, плазменная сварка – это доработанная аргонодуговая сварка.
По качеству плазменная сварка по праву занимает положение между аргонодуговой и лазерной сваркой.
Отличия от других видов сварки
Главные отличия плазменной сварки от аргонодуговой и полуавтоматической МИГ/МАГ наглядно показаны на рисунке. Применение плазменной сварки помогает решить такие вопросы как образование брызг и пор, непровар и большой расход сварочной проволоки, повреждение электрода и коробление изделия.
Виды плазменной сварки
- Шовная плазменная сварка
- Точечная плазменная сварка
Свариваемые материалы
— нержавеющие стали- низкоуглеродистые стали- оцинкованные стали- титан- медь, бронза, латунь- сплавы алюминия (для источника PMI 350AC)
— для оцинкованных сталей также возможен процесс плазма-пайки
Преимущества технологии плазменной сварки
- повышение производительности процессов сварки в 2-3 раза, cкорость сварки до 4 м/мин;
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
- малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм. По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
Более подробно о применении и преимуществах плазменной шовной и плазменной точечной сварки можно прочитать в статьях:
«Плазменная шовная сварка: особенности и преимущества шовной плазменной сварки при сварке различных материалов»
«Плазменная точечная сварка: особенности, преимущества и применение»
Источник: http://awg-tech.ru/plazmennaya-svarka
Сварка алюминия — технологии, особенности, выбор оборудования

Алюминий – удивительный металл, обладающий высокой электрической и тепловой проводимостью, обладающий малым весом, легко поддающийся литью и механической обработке, при этом достаточно прочный, стойкий к коррозии.
Благодаря такому списку достоинств этот металл используется во многих сферах, например в металлургии, для изготовления украшений, в пищевой промышленности, в военной сфере и многих других областях. Увы, не все так гладко, один из наиболее неприятных недостатков металла – трудная свариваемость изделий.
Многие судят о способностях сварщика именно за способность качественно сварить алюминий. Так что давайте рассмотрим, как выглядит технология сварки алюминия, какой для этого нужен сварочный аппарат для сварки качественных швов и другие нюансы?
Особенности сварки алюминия
Все же почему алюминий так трудно варить? Существует целый ряд особенностей этого металла, которые в той или иной степени препятствуют его повторной обработке привычными техниками:
- Окисная пленка. Подобный слой присутствует на множестве металлов, однако окислы алюминия обладают очень высокой температурой плавления. Если в нормальных условиях подобный сплав начинает плавиться при 560+С (некоторые сплавы по ГОСТу при 660), то окислы выдерживают до 2000С и только при такой высокой температуре поддаются плавлению;
- Легкая окисляемость. Металл настолько активно вступает в реакцию с воздухом, что даже капли расплавленного метала способны окислятся и препятствовать полноценному смешиванию сплава;
- Высокая теплопроводность. Отличное свойство, которое при сварке подразумевает использование рабочих токов выше на 1.5 раза в сравнении со сталями ;
- Высокая жидкотекучесть. Свойство, которое затрудняет полноценный контроль сварочной ванны и подразумевает применение специальных теплоотводящих средств;
- Высокая степень усадки. Приводит к тому, что при остывании обрабатываемый участок может в значительной мере деформироваться ;
- Образование трещин и пор. Металл и его сплавы, имеет ряд технологических особенностей приводящих к дефектам, которых можно избежать в условиях производства и очень трудно избежать при сварке. К примеру, содержащийся водород провоцирует образование пор, что ослабляет шов.
Газовые поры в сварном шве
Итого имеем металл, шву которого при сваривании чрезвычайно сложно придать хотя бы исходных характеристик метала, не говоря об их улучшении. На практике получаем, что сварной шов на алюминии всегда хуже, чем сам сплав.
Плюс к описанным недостаткам добавляются еще и особенности тех или иных сплавов, которые в ряде случаев невозможно обработать без должной технической подготовки. Однако для справедливости стоит сказать, что если вам попался сплав отличающийся от ГОСТа с высоким электрическим сопротивлением, то его обработка будет немного легче.
Рекомендуем! Разделка и подготовка металла перед сварочными работами
Подготовка деталей под сварку
Как и любой другой металл алюминий перед работой следует подготовить. Этот процесс может быть выполнен одним из двух способов:
- Первый – химическая обработка. Прежде всего это обезжиривание растворителем. Следом идет травление, с применением щелочи в концентрированном виде. Норма вещества – 50 г/л NaOH, время воздействия до 2-х минут. После металл промывается холодной водой. Последним идет пассирование HNO3,для этого на изделие воздействуют 30% раствором также в течение 2-х минут. Следом снова идет промывка холодной водой и наконец сушка. Сварка дюралюминия нередко включает предварительную химическую обработку.
- Второй – механическая чистка. Для этого способа подходит шлифовальная машина с щеткой из стальной проволоки. После такой чистки поверхность обезжиривается растворителем или ацетоном.
Подготовка – первый шаг на пути к качественному сварному соединению сплава.
Зачистка алюминия металлической щеткой
Выбор того или иного метода зависит прежде всего от ваших возможностей и от того какие способы сварки алюминия будут применены.
К примеру, изделия с высокой степенью загрязнений в ряде случае более уместно подготавливать с помощью механической техники чистки (сварка алюминиевых труб), ведь для химической обработки понадобится слишком много дорогостоящих реактивов.
С другой стороны для подготовки изделия со сложной геометрией, работа с щеткой может отнять слишком много времени и быть не обоснованной.
Способы сварки алюминиевых сплавов
Варить алюминий и его сплавы можно различными методами, среди которых самыми распространенными являются следующие:
Разнообразие методов и технологий позволяет сделать оптимальный выбор техники и режимов сварки, которые определяются размерами заготовок, маркой сплава, толщиной изделий, пространственным положением деталей, типов швов и других факторов.
Сварка в среде аргона является самым востребованным методов в соединении этого металла. Процесс сварки с помощью электродов по алюминию имеет много нюансов, и его использование оправдано в редких случаях.
Процессы сварки алюминия в этих способах происходят за счет энергии сварочной дуги, поэтому называются дуговыми. Однако и они не лишены недостатков и определенных нюансов.
Проблемы использования дуговых технологий
Связаны они с некоторыми ограничениями использования электрической дуги и особенностями алюминия.Среди них можно отметить:
- низкая производительность при сварке толстого металла;
- высокие требования к подготовке основного и присадочного материала
- повышенная дефектность сварных швов. Образование горячих трещин, включений оксидной пленки.
- характеристики сварочного шва уступают по прочности основному металлу.
- трудоемкость изготовления объемных конструкций, где предполагается сварка в различных пространственных положениях
Рекомендуем! Прямая и обратная полярность при сварке инверторным аппаратом
Если какие-либо из этих пунктов вызывают определенные неудобства или недостаточное качество сварочного шва, возможно применение иных технологий, о которых мы поговорим ниже.
Плазменная сварка алюминия
Первый способ сваривания, который помогает обходить или игнорировать большую часть недостатков алюминиевых сплавов – плазменная сварка алюминия. Существует два вида данной технологии – автоматическая и ручная.
Автоматическая сварка с подачей присадочной проволоки проводится для изделий толщиной до 8 мм, в некоторых случаях использование высокотехнологичных современных устройств позволяет увеличить толщину до 16 мм.
Плазма позволяет сваривать изделие при температуре 30 тысяч градусов Цельсия, позволяя избежать окислов, трещин и других дефектов.
С другой стороны металл может подвергаться перегреву, именно поэтому используются специальные теплоотводящие пластины.
Плазменная сварка на подкладке
Применяется для сварки стыковых швов и тавровых соединений. При этом получается добиться соединения без внутренних дефектов с удовлетворительным внешним видом.
Из недостатков стоит отметить наличие канавки в месте шва, которая в ряде случаев убирается путем наплавления. Необходимость избавиться от канавки может быть вызвана эстетическими соображениями, тогда накладывается простой валик. С другой стороны данный дефект удаляется для ответственных конструкций, где подобная особенность является изъяном в прочности конструкции.
Ручная плазменная сварка эффективно используется для изготовления конструкций из алюминиевых сплавов, а также для ремонта ряда изделий бытового назначения и механизмов и устройств небольших промышленных объектов. Качество работ и область применения полученной технологи напрямую зависит от выбранного аппарата.
Аппарат для сварки алюминия или плазмотрон из премиум категории способен обработать изделия толщиной до 16 мм. Не менее важным является и другие технологические особенности, вроде предварительной подготовки металла, соответствия электросети сварочному аппарату и так далее. Но при должном подходе на выходе получаем изделие с бездефектными швами, качества которых не уступает основному металлу.
Контактная сварка алюминия
Следующий способ получить качественный шов при работе с алюминием – точечная сварка алюминия. Она проходит на высокой плотности тока – 15 тысяч Ампер на квадратный сантиметр. В таких условиях металл плавится за тысячные доли секунды и практически мгновенно застывает. Это позволяет избежать внутренних дефектов и сохранить основные свойства ремонтируемого изделия.
Контактная сварка позволяет работать с изделиями, толщиной до 7 мм.Из недостатков стоит отметить возможность сваривания детали и электрода. Чтобы этого избежать применяются специальные прокладки, которые отводят тепло от электрода.
Их толщина может варьироваться в пределах 0.2 – 0.5 мм. В современных сварочных аппаратах для сварки алюминия, для повышения качества работ применяют технологии ускорения импульсного действия тока.
Продолжительность сварки снижается, при этом сварочные токи увеличиваются.
Рекомендуем! Сварка листов полипропилена своими руками
Газовая сварка алюминия
Еще один способ сварить алюминий – использовать газовую сварку.
Проблема состоит в том, что при плавлении данный металл не меняет своего цвета, поэтому поймать момент начала плавления для неопытного сварщика может быть затруднительно.
Качественный результат можно получить исходя не из того, какое есть оборудование для сварки, а из опыта сварщика. Так же следует учесть, что метал после газовой сварки в месте шва сохраняет остаточное напряжение, которое приводит к деформации, поэтому следует очень точно подбирать мощность пламени.
Для защиты сварочной ванны от действия кислорода воздуха применяются защитные флюсы. Перед сваркой присадочную проволоку просто обмазывают слоем этим защитным составом.
Присадочный пруток обрабатывают флюсом
Каждый режим сварки алюминия подразумевает свой длинный перечень требований к технологическому процессу. Он регулируется установленными нормами и прописан в ГОСТах, в нем отражены следующие моменты:
- характеристика проволоки. Важно учесть ряд характеристик присадочной проволоки, например отношение толщины припоя и толщины металла, данные соответствия можно найти в ГОСТах. Помимо диаметра сварочная подбирается исходя из марки, которых на данный момент представлено 11. ГОСТ регулирует и толщину проволоки от 0.8 до 12 мм с шагом 0.2 – 1 мм. Наконец проволока должна быть идеально ровной, не иметь внешних дефектов и поставляться в специальных бухтах весом до 40 кг;
- тип соединений – стыковые со скосом, без скоса и соответствующая разделка кромок;
- пространственные положения при сварке;
- зазоры соединений;
- предварительная подготовка алюминия к сварке – механическая и химическая обработка свариваемых деталей, основной технологический процесс;
- флюсовая обработка алюминиевых конструкций;
- расход ацетилена – отношение толщины свариваемого металла и соответствующие нормы расхода ацетиленового газа.
Заключение
Алюминий очень привередливый к сварке металл, неопытность и незнание технологии может напрочь отбить желание работать с этим материалом. Рассмотрев различные способы и методы сварки, вы сможете определиться какой подойдет именно вам и позволит добиться желаемого результата.
Источник: https://svarkagid.ru/tehnologii/chem-i-kak-svarivayut-alyuminij.html
Виды и особенности плазменной сварки
Плазменная сварка является достаточно молодым методом соединения деталей. Несмотря на то, что он появился относительно недавно, уже набрал большую популярность за счет своих преимуществ и возможностей. Рассмотрим более подробно, что такое плазменная сварка, в чем она заключается и чем отличается от других видов сварок.
Сущность плазменной сварки
Плазмой называется состояние газа, в которое оно переходит под воздействием электрической дуги. Образуется она в специальном наконечнике, который называется плазмотрон (это как горелка в газовой сварке). Плавление плазмой – это такая техника, при которой для образования плазмы применяются горелка, в которой находится вольфрамовый электрод, сопла плазмы и труб подачи газа и водяного охлаждения.
Данный вид незаменим для обработки изделий из металла высокой прочности и толщины (до 9 мм). Он немного схож с методикой дуговой сварки, но в отличие от электрода, который обеспечивает нагрев до 5-7 тысяч градусов, воздействует на изделие сверхвысокой температурой – до 30 тысяч градусов. От этого данный способ часто называют «плазменно-дуговая сварка».
Выполнять работы таким аппаратом можно в любом пространственном положении изделия.
Плазменная сварка металла, благодаря высокой температуре воздействия на изделие позволяет обрабатывать широкий спектр металлов – бронза, титан, нержавейка, углеродистая сталь, латунь, чугун, алюминий.
Такой способ применяется в разных отраслях производств – приборостроение, машиностроение, пищевая промышленность, изготовление медицинского оборудования, ювелирное дело, химическое производство и многие другие.
Плазменная сварка и резка металлов необходима и незаменима практически в каждом производстве.
Плазменная сварка и резка металлов бывает двух видов:
- Плавление металла дугой, которая возникает между изделием и неплавящимся электродом
- Сварка плазменной струей, которая образуется благодаря дуге горит между наконечником плазмотрона и неплавящимся электродом.
В качестве материалов для образования плазмы чаще всего применяется воздух, кислород, аргон и азот. Величина тока в плазме может быть разной, и различают три подвида:
- Микроплазменная сварка, которая реализуется на малом токе до 25 А
- Работа на средних токах – до 150А
- На больших токах, свыше 150А.
Говоря простыми словами, суть данного способа состоит в ионизации рабочего газа, который под давлением переходит в состояние плазмы и обеспечивает высокую температуру, используемую для расплавления металлов для резки или соединения.
Технология плазменной сварки делится на две разновидности:
- плазменная сварка прямого действия;
- плазменная сварка косвенного действия.
Плазменная сварка прямого действия
Это самый распространенный вид соединения металлов в данной технике исполнения швов. Он реализуется за счет электрической дуги, которая возбуждается между электродом и рабочим изделием.
Плазменная сварка алюминия должна проводиться крайне осторожно, так как этот плавиться при температуре 660,3 градуса. Важно контролировать весь процесс, чтобы не допустить пропал. В инструкции к аппаратам есть таблица, в которой указана рекомендованная сила тока для каждого вида металла. Например, плазменная сварка нержавейки проводится на среднем токе, а стали – на высоком.
В дуге прямого действия изначально возбуждается дуга на малых токах, между соплом и заготовкой, после касания плазмой свариваемого изделия возбуждается основная дуга прямого действия. Питание дуги может выполняться переменным и постоянным током прямой полярности, а ее возбуждение осуществляется осциллятором.
Плазменная сварка косвенного действия
В данном случае плазма образуется похожим способом, как и в плазменной сварке прямого действия. Отличие состоит в том, источник питания подключен к электроду и соплу, в результате чего образуется дуга между ними, и как следствие, на выходе из горелки — плазменная струя.
Скорость выхода потока плазмы контролируется давлением газа. Основной секрет кроется в том, что газ, переходя в состояние плазмы увеличивает свой объем в 50 раз, за счет чего буквально вылетает из аппарата струей.
Энергия расширяющегося газа совместно с тепловой энергией, сообщаемой струе газа, делает плазму мощным источником энергии.
Этот метод не так широко применяется, как первый, хотя имеет достаточное количество преимуществ. Во-первых, он обеспечивает бесперебойную работу даже при микроплазменной сварке (на малых токах).
Во-вторых, он позволяет экономить газ (который стоит немало). В-третьих, за счет высокого давления практически нет разбрызгивания.
Таким способом можно и варить и резать металл, но для резки не потребуется инертный газ, так как его функция – защищать сварочную ванну, а при разрезании металла она не образуется.
В завершение можно отметить, что устройство горелки прямого и косвенного метода сильно не отличаются. На картинке слева указана технология образования плазменной струи. Процесс происходит следующим образом: вольфрамовый электрод 2 подключен к отрицательному заряду, а сопло 4 к положительному. За счет этого дуга образуется между соплом и электродом,что характерно при косвенном методе.
На картинке справа, при прямом методе, дуга образуется между негативно-заряженным электродом и рабочей деталью, с положительным зарядом. Для поджога и возбуждения дуги используется временно подающийся ток на сопло, который после возбуждения дуги отключается.
Аппарат для работы
Аппарат воздушно плазменной сварки представляет собой небольшое техническое оборудование, весом не более 9-10 килограмм. Принцип работы его следующий: внутри находятся схемы управления, выпрямитель тока и трансформатор. Для работы к нему подключается установка с рабочими газами в баллонах – для образования плазмы и инертный газ, необходимый для защиты сварочного шва от окисления.
На выходе подключается горелка с газами отдельно для резки. В связи с тем, что данный способ образует слишком высокий температурный режим, в горелке есть специальный отсек для охлаждающей жидкости. Данный аппарат по внешним признаком похож на инвертор. В продаже представлено множество моделей с различными функциями.
Если говорить о самом простом, он самый компактный (около 5 кг) с минимальным количеством настроек, в которых разберется не то что новичок, а даже ребенок.
Модели, которые в цене дороже, имеют дополнительные настройки и функции, которые кроме резки и сварки могут выполнять пайку, воронение, оксидирование и закалку металла. Самыми простыми изделия считаются с минимально мощностью до 12А. Их стоимость колеблется в пределах 30 тысяч русских рублей.
Оборудование на класс выше и мощнее, до 150А стоят от 40 и до 150 тысяч, зависимо от производителя и дополнительных функций. Самые дорогие модели имеют мощность от 150А, а их стоимость может даже превышать миллион рублей. Для профессионалов, которые постоянно занимаются сплавлением, рекомендуется приобретать качественное и дорогое оборудование.
Заплатив один раз можно получить многофункциональное устройство, с помощью которого можно выполнять всевозможные процедуры по металлообработке.
Преимущества и недостатки
Плазменная сварка прямого действия и косвенного имеет свои преимущества и недостатки, как и другие виды сварки. Основными плюсами, что делают этот метод незаменимым для использования во многих промышленных отраслях, являются следующие:
- высокий коэффициент полезного действия и высокая скорость выполнения работ;
- высококачественная резка металла оставляет гладкие кромки и не требует дополнительной их обработки;
- возможность варить и резать изделия, толщиной почти в сантиметр;
- при работе нет шлаков и отходов;
- контроль глубины провара металла, что позволяет избежать пропалов и деформации;
- простота в использовании аппарата.
Кроме положительных моментов, можно отметить несколько недостатков:
- дороговизна оборудования и высокая стоимость работ;
- в сфере профессионального использования высокие требования к мастеру;
- необходимость постоянного контроля над охлаждением, из-за высокой рабочей температуры.
В принципе, все эти минусы, можно превратить в плюсы, если посмотреть на это с другой стороны. Профессиональный мастер, имеющий качественное оборудование может работать в любой сфере и при этом зарабатывать хорошие деньги.
Советы от профессионалов
- перед началом соединения деталей подготовить рабочее место и форму для мастера;
- проверить исправность аппарата и давление в баллонах;
- плазменная сварка алюминия должна производиться на низком токе;
- плазмотрон для сварки необходимо прочищать (продувать) перед началом процесса;
- микроплазменная сварка – идеальный вариант для осваивания данной техники начинающим;
- технология плазменной сварки выбирается самим мастером, так как оба способа имеют свои преимущества.
[Всего : 0 Средний: 0/5]
Источник: https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/plazmennay-svarka.html
Плазменная сварка алюминия и сплавов: режимы, технология, аппараты

страница » Плазменная сварка » Алюминия
В данном материале рассматриваются особенности плазменной сварки алюминия и его сплавов, трудности, возникающие в ходе работ.
Перечислены тонкости разных режимов при выполнении сварочных работ, технология сварки алюминия на обратной полярности, технология микроплазменной сварки.
Рассмотрены основные компоненты оборудования для проведения плазмосварочных работ и его марки.
Технология плазменной сварки алюминия
Плазменная сварка алюминия и его сплавов по технологии очень напоминает аргоновую сварку. Ее суть заключается в расплавлении металла в нужном месте под воздействием потока плазмы – ионизированных атомов и молекул.
Весь процесс осуществляется в защитном газовом облаке, которое предотвращает проникновение в сварочную ванну смеси газов, содержащихся в атмосфере.
При этом плазменная сварка алюминия имеет свои специфические особенности:
- В процессе работы образуется тугоплавкий оксид алюминия, имеющий температуру плавления 2050 С. Он имеет плотность, большую чем у алюминия, в связи с чем затрудняется оплавление кромок материала, а шов загрязняется частичками окиси.
- Большая текучесть расплавленного алюминия препятствует равномерному распределению металла внутри сварочной ванны. Он просачивается через корень шва и разрушает твердый металл вокруг ванны. С помощью керамических, графитовых или стальных подкладок эта проблема частично решается.
- В процессе сварки алюминия используется водород. Его применение обуславливает возникновение в сварном шве пористости, которая уменьшает пластичность и прочность заготовки. Для предотвращения этого необходимо тщательно обезжиривать свариваемые детали. Снижения пористости также можно достичь, предварительно разогревая материал до 150-240 градусов.
- Алюминий обладает высоким коэффициентом температурного расширения и пониженной упругостью, что приводит к деформациям во время сварки. Данный недостаток минимизируется с помощью применения различных режимов сварки.
- Применение дополнительных источников тепла и предварительный разогрев алюминия позволяют уменьшить коэффициент теплопотерь, который изначально высок у данного металла.
Рекомендуем посмотреть небольшой ролик, где наглядно демонстрируется сварка потолочного шва аппаратом SBI:
Плазменная сварка алюминия на обратной полярности
Данный вид сварки алюминиевых деталей применяют для борьбы с оксидной пленкой. Сжатая дуга переменного и постоянного тока обратной полярности разрушает оксид и следом происходит его удаление. С применением данного метода появляется целый ряд технологических преимуществ:
- Производительность работ повышается на 50-60%.
- Расход аргона снижается в 4 – 6 раз.
- Качество сварных соединений гораздо выше, нежели при использовании обычной дуговой сварки.
- КПД нагрева повышается до 60-70 процентов. При обычной аргонодуговой сварке КПД равен 40-45%.
- Снижается расход присадочной проволоки до 50%.
- Швы заметно уже, чем при классической сварке.
- Возможна сварка деталей без предварительного травления.
К сведению! Сварка на токе обратной полярности особенно широко применяется при работе с нагартованными поверхностями, и уплотненными термическим способом сплавами. Благодаря уменьшению общей подаваемой энергии, уменьшается процент некачественных участков шва и более глубокое проникновение струи плазмы в материал. Это позволяет сваривать толстые детали алюминия.
- Выбор технологии сваривания и параметров режима определяется маркой сплава, габаритами и формой изделия, типом швов, толщиной соединяемых элементов, пространственным положением и конфигурацией швов, их длиной, производственными условиями и некоторыми другими факторами.
- Максимальной эффективности плазменного сваривания алюминиевых сплавов можно достигнуть при автоматическом сваривании стыковых швов и использовании форсированных технологий. Также высока эффективность применения ручной плазменной сварки алюминия при производстве и ремонтах габаритных конструкций в условиях цеха и монтажных ситуациях.
- Плазменный сварочный процесс благодаря сжатой дуге позволяет сконцентрировать в пятне нагрева высокую энергию, благодаря чему этот вид сварки стал перспективным для соединения из алюминия и его сплавов.
- Преимущественное достоинство плазменной сварки в высокой скорости, значительном уменьшении зоны термического воздействия и стабильности процесса, благодаря чему не обязательно четко контролировать и поддерживать постоянство длины дуги, чем облегчается выполнение ручной сварки.
- Плазменная сварка алюминия обеспечивает глубокое проплавление, что резко увеличивает количество основного металла при формировании шва. При этом, однако, необходимо соблюдать качество сборки деталей для сварки и точность проводки горелки по стыку.
- При помощи микроплазмы (слаботочной сжатой дуги) можно сваривать сплавы алюминия толщиной 0,2-1,5мм силой тока10-100А. При микроплазменном сваривании применяется чистый аргон (99,98%), в роли защитного газа применяется чистый гелий (99,95%). Гелий защищает сварочную ванну от атмосферных газов, затрудняет развитие ионизационного фронта в радиальном направлении и, сжимая дополнительно дугу, делает ее устойчивой в пространстве.
Режимы плазменной сварки алюминия
Сварка алюминиевых изделий имеет свои особенности. Решить многие проблемные моменты сварки алюминиевых сплавов и повысить производительность при сохранении высокого качества сварных соединений изделий позволяет плазменная сварка алюминия постоянным напряжением с обратной полярностью.
Сварка с помощью плавящегося электрода
Процесс происходит в оболочке, состоящей из защитного газа, которым обычно является аргон, гелий или их смесь. Детали свариваются с помощью специальных плавящихся вольфрамовых электродов с применением присадочной проволоки диаметром до 2,5 мм током обратной полярности.
Скорость работ при таком режиме может достигать 40 м/час. Если защитное облако состоит из смеси аргона и гелия, толщина свариваемых деталей и ширина шва увеличивается, что рационально при работе с толстыми изделиями.
Процесс выполняется с помощью полуоткрытой плазменной дуги по флюсу, или же с закрытой дугой, тогда под флюсом. Здесь также применяется плавящийся расщепленный электрод и флюс АН-А1 для сварочных работ по техническому алюминию, и АН-А4 для соединения алюминиево-магниевых сплавов.
Работа производится по слою флюса во избежание возникновения шунтирования и нарушения технологического процесса. Размеры слоя флюса зависят от толщины свариваемых изделий и составляют 20-45 мм по ширине и 7-15 мм в толщину.
Ручная дуговая
Используется для соединения деталей из чистого алюминия, алюминиево-кремниевых сплавов, сплавов с магнием и цинком. При этом толщина изделий должна быть не менее 4 мм. Сварочные работы осуществляются с помощью постоянного тока с обратной полярностью с высокой скоростью. Боковое смещение отсутствует.
Если толщина кромок более 1 см, необходимо произвести разделку кромок. В таком режиме применяется только стыковый метод, поскольку при нахлестном типе соединения много шлаков может попасть в шов и привести к коррозии.
Работы при таком типе производятся только после прогрева деталей до 400 С.
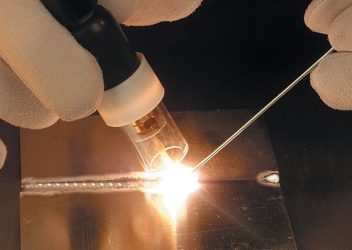
Пример ручной сварки аппаратом Мультиплаз 3500:
Электронно – лучевая
Производится в вакуумной среде. При таком типе происходит разрушение оксидов алюминия действием на них парами металлов, в результате чего окись разлагается в вакууме. Вакуум также ускоряет вывод водорода из сварочного шва. В результате работы получаются ровные, качественные швы, металл практически не теряет своей структуры в месте стыка, деформация заготовки сводится к минимуму.
Оборудование для плазменной сварки алюминия
Аппарат для плазменной сварки алюминия состоит из источника переменного или постоянного тока обратной величины и плазмотрона – специальной горелки для генерации плазменного разряда.
Плазмотрон для сварки алюминия Горыныч. Фото с сайта производителя as-pp.ru/gorynych
Источники питания могут иметь разную продолжительность нагрузки, величину силы тока, напряжение холостого хода и, соответственно, разную потребляемую мощность.
Плазмотрон имеет специальные подводы для плазмообразующего и защитного газов, а также для жидкостного или воздушного охлаждения стенок сопла. Электрод для горелки изготавливается из тугоплавкого вольфрама, гафния или меди.
На рынке присутствуют аппараты для плазменной сварки алюминия различных производителей:
- Отечественные аппараты отличаются доступностью и простотой. Среди самых распространенных можно назвать: «Плазар» и «Горыныч». Это оборудование имеет достаточно долгую историю эксплуатации. С успехом применяется для сварки алюминия в условиях небольших мастерских.
- Оборудование зарубежного производства, в основном Германии, Италии и Китая имеет более высокую цену, но вместе с тем больший функционал и эргономичность. Среди широко известных марок можно выделить: «Merkle» с моделями P421 и P621. Это оборудование используется для работы мировых автогигантов. С недавнего времени появилась возможность приобрести его и в нашей стране.
Плазменная сварка алюминия и его сплавов
Кроме чистого алюминия плазменная сварка используется для его сплавов. Основные их виды:
- Термоупрочняемые. Такие сплавы являются трудносвариваемыми, поэтому изготовление из них сварных изделий возможно только при термической обработке изделия. К ним относятся:
- Алюминиево-медно магниевые (Д1, Д16, Д18 и др.).
- Алюминиево-магниево-цинковые (В92, В92Ц и др.).
- Алюминиево-магниево-кремниевые и алюминиево-магниево-кремниево-медные сплавы (АК6 и АК6-1).
- Алюминиево-медно-марганцевые сплавы.
- И другие 5-ти и более компонентные сплавы.
- Нетермоупрочняемые сплавы. Наиболее распространены и отлично подходят для сварочных работ. Это технический алюминий, алюминиево-марганцевые и алюминиево-магниевые сплавы.
Микроплазменная сварка алюминия
Данный тип применяется для сварочных работ по алюминию, толщиной 0,2 – 1,5 мм. В качестве источника питания используется переменный источник напряжения с силой тока 10-100 А. Дежурная дуга получает ток от отдельного источника постоянного тока. В качестве источника плазмы выступает аргон, а защитные газы – гелий и аргон.
Данный вид сварочных работ отличается высокой скоростью, доходящей до 60 м/ч при механизированном способе и 15 м/ч при ручном. Качество работ также высокое. Прочность получаемых швов — 0,9.
Основное преимущество микроплазменной сварки от аргонодуговой – снижение деформаций материала на 25-30%.
Узнать больше о микроплазменной сварке.
Источник: https://plazmen.ru/plazmennaya-svarka-alyuminiya/
Сварка алюминия

Сварка алюминия затруднена образованием тугоплавкой, довольно прочной пленки с окислом Al2O3. Эта оболочка, расплавляемая только в температуре 2050 ºС, мешает соединению материалов друг с другом и основным металлом.
Растворять окислы, покрывающие капли расплавленного металла, позволяет использование активных флюсов. Только они способны обеспечивать необходимые для нормального формирования швов условия.
В составе флюсов и специальных обмазок для сварки алюминия полуавтоматом присутствуют смеси хлор- и фторсодержащих соединений щелочноземельных металлов.
Наибольшая сложность состоит в предупреждении порообразования из-за взаимодействия с водородом. Помимо этого, нагреваясь, алюминий не изменяет своего цвета, что затрудняет определение момента, когда он начинает плавиться.
Для этого сварщику необходим определенный опыт и навыки работы в сварке алюминия инвертором. Еще стоит учесть, что при нагревании алюминия до 500 ºС его прочность резко ухудшается.
От этого алюминиевое изделие может разрушаться даже под действием своего веса.
Удаление пленок из окислов технологией сварки алюминия предусматривается одним из трех способов: химическим, механическим, электрическим.
Первый предполагает травление металла или использование в сварке содержащих соли фтора и хлора флюсов. Механический способ заключается в удалении пленок шабрением, применением наждачных инструментов со щетками из металла.
А электрический – в катодном распылении при сварке алюминия постоянными токами.
Дуговая сварка алюминия
Лучшим видом соединения деталей из тонких листов является ручная дуговая сварка алюминия с неплавящимися электродами. Этот вид сварки способен обеспечить минимум деформаций в конструкциях при соблюдении высокого качества швов.
Процесс ведется на переменном токе при помощи осцилляторов для сварки алюминия. Именно переменный ток лучше всего способен разрушать пленки из окислов методом катодного распыления, если катодом служит сама деталь.
Ручная сварка может выполняться в любом пространственном положении, причем не только с присадочным прутком, но и без его использования.
Дугу, зажигаемую на дополнительной пластинке из графита, переносят на заготовку. Аргонную сварку алюминия производят без поперечных колебаний.
Своими химическими составами основной металл с присадочной проволокой должны быть близки друг к другу. Пуск аргона начинают за несколько секунд перед возбуждением дуги с остановкой его подачи после обрывания дуги.
Рабочее давление газа не должно быть выше 0,05 МПа. При ручной сварке выбирают вольфрамовые электроды.
Для толщин свариваемых кромок в пределах 6 мм используют электроды для сварки алюминия с диаметром до 4 мм. Для кромок больших толщин требуется увеличение диаметра электрода до 6 мм.
Исходя из расчета 30-45 А на каждый миллиметр электродного диаметра, определяют необходимый сварочный ток. Для обеспечения энергичного разрушения пленок из окислов при катодном распылении варят алюминий на минимальной длине дуги, что также улучшает защиту сварки.
Процесс механизированной сварки осуществляют при помощи специализированного аппарата для сварки алюминия.
Автоматического и полуавтоматического вида сварка этого металла в аргоновой среде при помощи плавящихся электродов выполняется автоматами и шланговыми полуавтоматами. Процесс ведется на постоянном токе с обратной полярностью.
Для него применяют проволоку для сварки алюминия того же или похожего состава по отношению к свариваемому металлу.
Алюминий толщиной в пределах сантиметра варят без разделывания кромок, для больших толщин кромок используют их разделку в Х- и V-форме.
Аргоновая, плазменная и газовая сварка
Аргоновую сварку алюминия автоматами и полуавтоматами по флюсу используют для деталей или листов, имеющих толщину кромок свыше 8 мм. Причем дуга должна гореть не в самом слое флюса, а над ним. Небольшого слоя флюса обычно бывает достаточно и для защиты сварочной ванны, и для удаления пленок из оксидов.
Если слой флюса довольно большой, то дуга будет шунтироваться через шлак, который, обладая хорошей электропроводностью, горит под слоем флюса. Оптимально нанесение на свариваемый шов флюса, состоящего из хлористых натрия и калия с криолитом, слоем не больше 35 мм.
Процесс ведется на постоянных токах при обратной полярности.
Плазменную сварку алюминия и его сплавов считают одним из самых перспективных способов обработки этого металла благодаря стабильности с высокой скоростью процесса, возможности уменьшения зоны тепловой обработки. Но следует учесть, что для плазменной сварки необходима точная сборка конструкции и движение горелкой строго вдоль свариваемого стыка.
Как правило, этот процесс ведется переменным током. А использование постоянных токов обратной полярности требует специального оборудования для сварки алюминия – горелок с усилением охлаждения для электродов из вольфрама в принудительном режиме.
Микроплазменная сварка применима в соединении нетолстых алюминиевых сплавов с помощью лантанированных электродов.
Газовая сварка алюминия ведется обычным пламенем. При этом недопустим переизбыток горючих газов с кислородом. Это связано со способностью последнего окислять алюминий, при этом излишки горючих газов придают заметную пористость шву. Мощность для пламени в горелке выбирают, исходя из ацетиленового расхода 75 дм3 в час на каждый миллиметр толщины детали.
Соблюдая промежуток в несколько миллиметров от ядра пламени до рабочей поверхности, сварку осуществляют восстановительной его частью. Чаще всего соединяемые конструкции бывают стыковыми с зазорами в пределах 3 мм для соответствующей толщины детали до 5 мм.
Для толщин около 5 мм не делается скосов кромок, если они достигает 12 мм, прибегают к их разделке в V-форме, а для толщин, превышающих 12 мм, – в Х-форме.
Особенности сварочного процесса
Перед началом сварки алюминия аргоном соединяемые кромки вместе с присадочной проволокой зачищают и тщательно отмывают поочередно в теплой и в холодной воде, после чего вытирают ветошью.
Для облегчения разрушения оксидной пленки с удалением окислов сварочной зоны, используют флюсы с щелочными либо щелочноземельными металлами, а также тугоплавкими соединениями с хлором в смеси в небольшим содержанием фтора.
Они наносятся пастой или порошком на разогретую электродную проволоку либо прямо на кромки, подлежащие свариванию. Если выполняются прихватки, то флюсы наносятся только лишь на присадочные прутки.
Если толщина заготовки не более 5 мм, холодную сварку для алюминия производят левым способом, а если больше – используют правый способ. Начиная сварочный процесс, горелку направляют мундштуком к поверхности сварки под прямым углом.
По мере нагревания изделия этот угол меняется, исходя из выбранного режима сварки алюминия с толщиной заготовок. Причем угол положения для присадочной проволоки остается неизменным на протяжении всего времени проведения процесса.
Сварку листов из тонкого алюминия необходимо проводить, избегая поперечных движений горелкой. Но для большей толщины изделий эти колебания необходимы.
Для заготовок толще 10 мм технологией аргонодуговой сварки алюминия предусмотрено предварительное нагревание. При этом сварку необходимо производить беспрерывно, удаление пламени из сварочной ванны не допускается.
К сварке металлических листов следует приступать, пропустив немного места от края с последующей заваркой в обратном порядке оставленного участка.
Использование для сварки алюминия сварочных аппаратов дает возможность применения на постоянных токах с обратной полярностью не только одиночных, но и сдвоенных электродов. С целью предупреждения вытекания расплавляемого алюминия с оборотной стороны швов используют специальную формирующую подкладку из стали.
Благодаря увеличению размеров сварочной ванны со временем нахождения алюминия в расплавленном состоянии сварка сдвоенными электродами дает хороший результат. При этом улучшается процесс дегазации, а значит, уменьшается пористость в шве получаемого соединения.
Автоматы, оснащенные дозаторами флюсов, водным охлаждением мундштука, идеально приспособлены для сварки алюминия.
Прочность сварным конструкциям из алюминия с сохранением характеристик пластичности способно обеспечить утолщение кромок на свариваемом участке при соединении термически обработанных заготовок. Еще одним способом улучшения механических свойств соединений служит проковка – прокатывание швов в теплом или холодной состоянии с помощью роликов.
Источник: https://promplace.ru/svarka-metallov-staty/svarka-aluminiya-1502.htm