Содержание
- 1 Можно ли варить алюминий постоянным током
- 1.1 Основы сварки алюминия аргоном (аргонодуговым способом)
- 1.2 Чем хороша сварка алюминия аргоном
- 1.3 Переменный или постоянный ток – выбор очевиден
- 1.4 Подготовка деталей к сварке – зачем она нужна
- 1.5 Как правильно сваривать алюминий вольфрамовым электродом с присадкой
- 1.6 Оборудование для сварки аргоном – что выбрать?
- 1.7 сварка алюминия и его сплавов в домашних условиях инвертором — технология
- 1.8 Низкая свариваемость алюминия – в чем дело?
- 2 Можно ли варить алюминий постоянным током — Справочник металлиста
- 2.1 Способы сварки алюминия
- 2.2 Как правильно варить алюминий
- 2.3 Как сварить алюминий вольфрамовыми электродами в инертном газе
- 2.4 Как варить алюминий полуавтоматами
- 2.5 Сварка алюминия в домашних условиях инвертором
- 2.6 Сваривание алюминия при помощи флюсов
- 2.7 Заключение по теме
- 2.8 Сварка алюминия аргоном для начинающих: пошаговая инструкция. Технология и особенности сварки алюминия аргоном
- 3 Техника сварки инвертором алюминия электродами в домашних условиях
- 4 Сварка алюминия аргонодуговым способом (AC TIG): технология и особенности для новичков | Тиберис
Можно ли варить алюминий постоянным током
Легкий серебристый алюминий давно стал незаменимым материалом во многих сферах деятельности человека. Из этого практичного металла или его сплавов создают летательные аппараты и посуду, огромные корабли и детали автомобилей.
А для того, чтобы изготовить или починить нужные детали, используется аргонная сварка алюминия. Этот метод, по мнению большинства специалистов, является наиболее удобным. Прочтите нашу статью, и вы узнаете, почему так происходит.
Основы сварки алюминия аргоном (аргонодуговым способом)
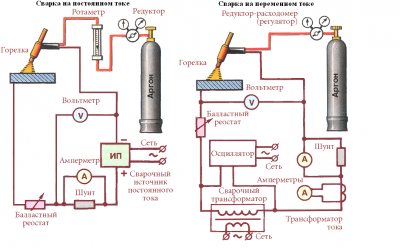
Аргонодуговая сварка алюминия (AC TIG) производится с помощью специального оборудования и материалов. В стандартный комплект для проведения сварочных работ входят:
- инвертор TIG AC/DC (источник переменного тока);
- заземление (без него работать – небезопасно);
- вольфрамовые электроды;
- присадочный пруток (проволока);
- специальная сварочная горелка TIG;
- блок охлаждения горелки (при больших объемах работы);
- цанги с держателями и сопла к горелке;
- баллон с газом (аргоном или смесью аргона с гелием);
- надежный газовый шланг;
- редуктор для понижения давления используемого газа.
Кроме этого, стоит обзавестись хорошим сварочным щитком или маской «Хамелеон» с автоматически затемняемым светофильтром, а также использовать качественные краги.
Многие любители сварки предпочитают использовать в работе педаль управления сварочным током, но чаще её можно встретить в арсенале сварщика-профессионала, новичку важнее освоить технику сварки и правильно выставить объем подачи газа, подготовить материалы, настроить аппарат и отрегулировать сварочный ток под нужную толщину металла.
Чем хороша сварка алюминия аргоном
Алюминий представляет собой более сложный для термической обработки металл, чем железо. Основная причина этого – мгновенное образование на его поверхности тонкой пленки оксида при контакте с кислородом. Эта пленка имеет в несколько раз большую температуру плавления, чем чистый алюминий.
В процессе сварки аргон препятствует окислению алюминия, вытесняя кислород. Присадочная проволока, которая производится из алюминия, под воздействием дуги расплавляется и формирует сварной шов.
Преимущества использования аргонодуговой сварки весьма солидны:
- универсальность метода (он подходит для сваривания различных металлов и сплавов);
- стабильность дуги;
- возможность, образования аккуратного тонкого шва;
- более прочные сварные соединения на ответственных участках.
Метод аргонодуговой сварки переменным током действительно обеспечивает первоклассный результат. К тому же, очень многое зависит от инвертора. Поэтому на производстве всегда используются модели премиум-класса, а хороший хозяин готов вложить деньги в покупку надежного аппарата. Пусть и придется его использовать лишь время от времени.
Переменный или постоянный ток – выбор очевиден
При сварке алюминия именно переменный ток завоевал любовь и уважение специалистов. Для того чтобы понять, почему так происходит, нужно немного углубиться в технические детали.
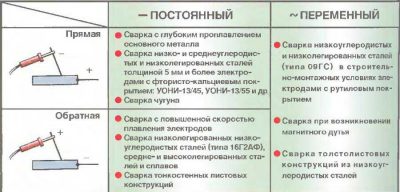
При подключении постоянного тока обратной полярности происходит катодная очистка оксидной пленки, но значительно возрастает температура сварки.
В результате даже такой тугоплавкий металл, как вольфрам, из которого сделан электрод, начинает постепенно разрушаться.
Если же подключить постоянный ток прямой полярности, то он не может пробить оксидную пленку, но обеспечивает более стабильную дугу.
Именно переключение полярности тока обеспечивает качественный итог вашей работы. Значит, выбор очевиден – нужно использовать переменный ток.
Сварка алюминия постоянным током используется значительно реже. Этим способом работать намного сложнее, к тому же нужно использовать чистый гелий вместо аргона, а он стоит в разы дороже.
Подготовка деталей к сварке – зачем она нужна
Качество сварного шва напрямую зависит от тщательности подготовки поверхности изделий из алюминия. Пренебрегая этим правилом, вы рискуете получить негативный результат, даже, если используете высококачественный инвертор и первоклассный аргон.
Поэтому перед тем, как приступить к сварочным работам, необходимо:
- Обезжирить поверхность при помощи растворителя (уайт-спирита, бензина или ацетона).
- Зачистить поверхность от оксидной пленки механическим или химическим способом.
- Дать просохнуть обработанным изделиям после химической обработки специальными составами.
Механический способ зачистки при помощи проволочной щетки или наждачной бумаги допускается при сварке в домашних условиях.
На производстве используется химический способ очистки, включающий травление в щелочных растворах, промывку в горячей и холодной воде, осветление и окончательную просушку.
Как правильно сваривать алюминий вольфрамовым электродом с присадкой
Для сварки алюминия используют неплавящиеся электроды из тугоплавкого вольфрама. Многие модели этих изделий содержат дополнительные примеси, улучшающие качество процесса.
Технология аргонодуговой сварки алюминия имеет свои особенности. Главное правило, которого стоит неукоснительно придерживаться, состоит в следующем: присадочная проволока должна находиться перед электродом и перемещать ее нужно исключительно вдоль шва.
Производить сварку можно в различных пространственных положениях. Но стоит помнить, что аргон является более тяжелым газом, чем кислород.
Поэтому лучшее качество шва обеспечивается при горизонтальном расположении свариваемых изделий. Для сварочных работ на потолке или стенах целесообразно использовать смесь аргона с очень легким гелием.
При этом неизбежно возрастают расходы, так как стоимость гелия значительно выше, чем у аргона.
Еще несколько моментов, на которые стоит обратить внимание, состоят в следующем:
- Длина дуги должна быть минимальной. Для этого электрод располагают как можно ближе к поверхности свариваемого изделия.
- Подачу проволоки нужно производить плавно. При наличии опыта это происходит автоматически. Новичкам приходится сложнее. Резкие рывки приводят к разбрызгиванию металла.
- Вертикальное положение электрода обеспечивает наиболее стабильную дугу. Поэтому его желательно придерживаться в течение всего процесса сварки.
- Скорость сварки должна быть максимально большой. Чем она выше – тем лучше качество шва. Поэтому отличить результат работы опытного сварщика от усилий новичка можно невооруженным глазом.
Оборудование для сварки аргоном – что выбрать?
Выбор конкретной модели сварочного оборудования (инвертора) зависит от:
- финансовых возможностей конкретного человека или организации;
- типа планируемых сварочных работ и их периодичности;
- диаметра свариваемого металла;
- возможности постоянного подключения к источнику энергии напряжением 380В.
Для использования в домашних условиях прекрасно подходят универсальные аппараты Brima TIG 250 AC/DC 220V или Сварог TECH TIG 200P AC/DC (E101). Они могут использоваться для аргонодуговой сварки на переменном и постоянном токе, а так же для ручной дуговой сварки железных изделий на постоянном токе.
Покупая их, вы получаете в свое распоряжение недорогие универсальные аппараты, которые отличаются неприхотливостью использования. Они всегда помогут вам быстро, а главное – качественно, выполнить сварочные работы даже в собственной квартире.
Модели Сварог TECH TIG 315P AC/DC (E103) и Барс Profi TIG 317DP AC/DC работают от напряжения 380 Вольт и предназначены для сварки толстого металла. Они отличаются более впечатляющими техническими характеристиками.
Поэтому их часто приобретают клиенты, которые работают на авторемонтных предприятиях, в мастерских или кузнечных цехах.
Сварочные инверторы премиум класса BLUEWELD BEST TIG 252 AC/DC HF/LIFT VRD и EWM Tetrix 230 AC/DC незаменимы при проведении ремонтных работ, в строительстве, на машиностроительных, химических предприятиях. Они обеспечивают безопасную работу даже в местах с высокой опасностью поражения электрическим током и рассчитаны на использование при низкой (до -20° C) температуре.
Наиболее функциональными являются инверторы премиум-класса, предназначенные для использования в промышленных масштабах. Они обладают многими выдающимися характеристиками и особенностями.
Модель Lincoln Electric INVERTEC V205-T AC/DC имеет удобную функцию распознания питания, надежно защищающую инвертор от перегрузок. Кроме того, она также включает в себя функцию управления вентилятором, снижая потребляемую мощность и количество пыли, попадающей внутрь аппарата.
Инвертор EWM Tetrix 551 AC/DC снабжен большими колесами, значительно облегающими перемещение аппарата и простой панелью управления.
Сварочный аппарат Kemppi MasterTIG MLS 2300 ACDC обладает максимальной мощностью сварки на 220В и отличается компактными размерами.
В магазине Тиберис вы всегда можете рассчитывать на грамотную консультацию при подборе нужной модели инвертора и приятный сервис. Позвоните нам по телефонам: (495) 663-72-84 или (812) 309-38-95! С нашей помощью сварочные работы становятся очень удобными.
Источник: https://www.tiberis.ru/stati/svarka-alunimija-argonom-ac-tig
сварка алюминия и его сплавов в домашних условиях инвертором — технология
Алюминий обладает большим списком достоинств, не зря его массово используют в самолетостроении. Но есть у него один недостаток – он трудно сваривается. Поэтому сварка алюминия и его сплавов – это удел высококвалифицированных сварщиков.
Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.
Источник: https://ccm-msk.com/mozhno-li-varit-alyuminiy-postoyannym-tokom/
Можно ли варить алюминий постоянным током — Справочник металлиста
Алюминий обладает большим списком достоинств, не зря его массово используют в самолетостроении. Но есть у него один недостаток – он трудно сваривается. Поэтому сварка алюминия и его сплавов – это удел высококвалифицированных сварщиков.
Способы сварки алюминия
Существует много способов сварки алюминиевых сплавов, где используются различные виды аппаратов и сварочных материалов. Основных же три:
Последний вариант можно назвать, как технология сварки алюминия без аргона.
Внимание! В процессе сварки алюминия или его сплавов важно разрушить оксидный слой, который расположен на поверхности металла. Поэтому в данном процессе используют или переменный, или постоянный ток обратной полярности.
Как правильно варить алюминий
Все начинается с подготовки деталей, а точнее, соединяемых кромок. Основная цель – очистить их от загрязнений. Поэтому кромки алюминиевых заготовок сначала очищаются химическими составами, после высыхания производится обезжиривание, для этого можно использовать любой растворитель: ацетон, уайт-спирит, авиационный бензин и прочие жидкости.
Если планируется сваривать толстые алюминиевые заготовки (больше 4 мм), то их кромки необходимо разделать. Вариантов разделки несколько, к примеру, создания конусных кромок. И последняя операция в процессе подготовки – это очищение кромок от оксидной пленки. Для этого можно использовать напильник или крупнозернистую наждачную бумагу. Как видите, подготовка алюминия к сварке – процесс совсем простой.
https://www.youtube.com/watch?v=hE6S-y5S3zw
Сварка алюминия электродом (покрытым) имеет свой код обозначения по режиму сварки – MMA. Ее используют для соединения металлов толщиною не менее 4 мм, и когда производится сборка неответственных конструкций.
Данная технология является низкокачественной, потому что в процессе сварки алюминия и его сплавов внутри шва остаются поры, что снижает его прочность.
Во время самого процесса происходит разбрызгивание металла, плохо отделяются шарики застывшего шлака, которые увеличивают коррозию.
Особенности сварки алюминия покрытыми электродами:
- Варить можно только постоянным током с обратной полярностью.
- Сила тока рассчитывается из соотношения: на 1 мм толщины заготовок используется ток силой 25-30 ампер.
- Для образования качественного шва необходимо кромки двух свариваемых деталей нагревать до 300С, если толщина заготовок имеет среднюю величину. И до 400С при толстых заготовках.
- Подогрев и медленное остывание – обязательное правило, которое необходимо соблюдать, чтобы получить шов высокого качества.
- Сварку алюминия нужно выполнять непрерывно в плане использования одного электрода. Все дело в том, что при обрыве электрической дуги на ванне и на электроде образуется шлаковая пленка, которая перекрывает прохождение электрического тока, то есть, это препятствие повторному розжигу дуги.
- После окончания процесса шов нужно очистить от шлака, который станет причиной образования зон коррозии.
- Чистить можно горячей водой с последующей обработкой металлической щеткой.
Как сварить алюминий вольфрамовыми электродами в инертном газе
Это самый распространенный вариант, и его используют тогда, когда к прочности алюминиевых конструкций предъявляется жесткое требование. Для этого используется присадочная проволока диаметром 1,6-4 мм и сам вольфрамовый электрод диаметром 1,6-5 мм. А также защитный газ: аргон или гелий.
Электропитание сварочного процесса производится от источника переменного тока. Все параметры технологической операции зависят именно от выбранного оборудования. То есть, сначала определяются режимы сварки, после чего подбираются диаметры электрода и проволоки, скорость подачи аргона, сила тока и так далее.
Есть и свои особенности сварки алюминия по этой технологии:
- Длина дуги не должна быть больше 2,5 мм.
- Угол между плоскостью сварки и вольфрамовым электродом должна быть в пределах 80°.
- Между проволокой и электродом угол должен быть прямым.
- Сначала по шву движется присадочная проволока, а вслед за ней горелка с электродом.
- Никаких поперечных движений, только продольные, что обеспечит ровность сварного шва.
- Проволока подается в зону сварки возвратно-поступательными движениями. Это позволит равномерно заполнить ванну.
- Алюминиевые заготовки нужно обязательно укладывать поверх листа железа, который в этом случае будет отводить тепло от зоны сварки.
- Аргоновый газовый поток начинает подаваться до начала сварочного процесса за 4-5 секунд, а при окончании сварки выключается после через 6-7 секунд.
Как варить алюминий полуавтоматами
Это идеальный вариант, где используется аппарат для сварки алюминия. Он импульсного действия. То есть, в зону сварки подается импульс высокого напряжения, который быстро разбивает оксидный слой.
После чего напряжение падает до базового уровня. Но на сегодняшний день эти аппараты очень дороги.
Поэтому сварщики стали приспосабливать под данную технологию полуавтоматы, в которых даже отсутствует режим сваривания алюминия и его сплавов.
По сути, технология сварки алюминия точно такая же, как и стали. Только вместо стальной проволоки используется алюминиевая. Есть и другие особенности.
- Алюминиевая проволока плавится в несколько раз быстрее стальной, поэтому необходимо увеличить скорость ее подачи в зону сваривания.
- При нагревании алюминиевая проволока расширяется больше, чем стальная, поэтому рекомендуется приобретать специальный наконечник, обозначаемый буквами «Al».
- Так как алюминиевая проволока мягче стальной, то в процессе подачи ее в зону сваривания могут образовываться петли и скрутки, поэтому рекомендуется использовать для ее подачи механизм с четырьмя роликами.
Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (алюминиевый сплав) или самого алюминия может проводиться инвертором. Для процесса необходимо правильно подобрать электрод и ток. Что касается электродов, то лучше использовать марки ОЗАНА, ОЗА или ОЗР. Установка (настройка) тока должна учитывать высокие плавящиеся свойства металла. Для чего нет необходимости выставлять ток большой величины.
Внимание! Перед началом сварочного процесса рекомендуется электроды прокалить, для чего используется специальная печь. Она так и называется – печь для прокалки электродов.
https://www.youtube.com/watch?v=CKBSmxx6SgE
Сам процесс сварки ничем не отличается от сваривания стальных конструкций. И если перед вами стоит вопрос, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.
Сваривание алюминия при помощи флюсов
Флюсы для сварки алюминия используются давно. Они представлены широким модельным рядом, где есть материалы для разных алюминиевых сплавов. Основное их назначение – разрушение оксидной пленки. При нагреве нанесенный флюс растворяется и разрушает окисел, и тут же производится соединение двух элементов.
Производители предлагают флюсы, которые используются только в газовой сварке алюминия, или только в дуговой. В последнем случае используются графитовые электроды или угольные.
Заключение по теме
Как видите, заварить алюминиевые заготовки можно разными способами, в которых используется разное оборудование для сварки. Но во всех случаях нужно свариваемый металл тщательно подготовить, и обязательно проводится настройка аппарата для сварки. Посмотрите видеоурок – как сваривать алюминий. Кстати, видео уроки дают возможность воочию увидеть, что собой представляет сваренный металл в конечном виде.
Поделись с друзьями
2
2
5
Источник: https://svarkalegko.com/tehonology/svarka-alyuminiya.html
Сварка алюминия аргоном для начинающих: пошаговая инструкция. Технология и особенности сварки алюминия аргоном
В постоянно меняющихся условиях производства неизменно растет потребление изделий из металла. Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий.
Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих.
Источник: https://ssk2121.com/mozhno-li-varit-alyuminiy-postoyannym-tokom/
Техника сварки инвертором алюминия электродами в домашних условиях
Высокая прочность, малый удельный вес и доступная цена сделали алюминий одним из самых популярных металлов. Его используют везде: от авиакосмической отрасли до производства домашней утвари.
Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла.
Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Особенности работы
Температура плавления металла 660оС. При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200оС. Этот слой препятствует полноценному формированию шва.
Алюминий обладает высокой теплопроводностью и электропроводностью. На практике это означает, что для прогрева металла заготовки, особенно при большой толщине, придется использовать большие значения рабочего тока.
Металл и его сплавы характеризуются также высокой текучестью, затрудняющей работу в ряде сварочных положений.
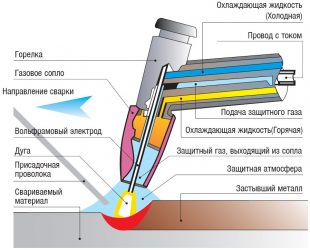
Чтобы предотвратить контакт расплава и кислорода воздуха, используют сварку в газовой среде. В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
Для ограниченных объемов работы на дому подойдет ручная электродная сварка постоянным током. Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.
Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Каким должен быть аппарат?
Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.
Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере. Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Электроды
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400оС.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.
Рабочие режимы для сварки алюминиевых деталей разной толщины.
Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Правила подготовки и проведение
Сваривать ответственные соединения алюминиевых заготовок лучше всего методом аргонодуговой сварки. Метод с использованием инвертора и стержневых плавких электродов позволяет получить качество, достаточное для домашнего ремонта или конструирования. Как сварить заготовки из алюминия в домашних условиях инвертором?
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
Работы выполняются в такой последовательности:
- зачистить область шва и околошовную область с помощью проволочной щетки или угловой шлифмашины;
- для зачистки можно применить и химический способ, обработав поверхность реагентом;
- прокалить электроды, чтобы избавиться от влажности обмазки;
- при необходимости прогреть заготовки;
- рука с горелкой должна двигаться с постоянной скоростью по прямой траектории, без поперечных качаний.
По окончании шва его следует зачистить от слоя шлака, тщательно промыть водой и просушить. Это снижает риск возникновения и распространения коррозии.
Заключение
Сварка алюминия электродом с обмазкой — доступный и несложный метод, применимый в домашних условиях. Для этого необходимо использовать инвертор, качественные электроды и соблюдать технологию.
Источник: https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html
Сварка алюминия аргонодуговым способом (AC TIG): технология и особенности для новичков | Тиберис
Легкий серебристый алюминий давно стал незаменимым материалом во многих сферах деятельности человека. Из этого практичного металла или его сплавов создают летательные аппараты и посуду, огромные корабли и детали автомобилей.
А для того, чтобы изготовить или починить нужные детали, используется аргонная сварка алюминия. Этот метод, по мнению большинства специалистов, является наиболее удобным. Прочтите нашу статью, и вы узнаете, почему так происходит.
-руководство по сварке алюминия для новичков
Источник: https://www.tiberis.ru/stati/svarka-alunimija-argonom-ac-tig
Процесс сварки алюминия и его особенности
Соединение деталей из алюминия требует учёта физико-химических свойств этого лёгкого и прочного металла.
Дело в том, что на его поверхности образуется тонкий и прочный оксидный слой с температурой плавления около 2 000 о, а температура плавления самого сплава — около 650 оС.
Механически удалить окисленный слой практически невозможно, поэтому процесс сварки происходит в среде аргона, нейтрального газа, исключающего доступ агрессивного кислорода к соединительному шву.
Выполняется сварка алюминия в домашних условиях инвертором, который имеет режим работы переменным импульсным током, также помогающим разрушить тугоплавкую оксидную плёнку.
Сварочный инвертор для алюминия и нержавейки
Промышленностью выпускаются различные сплавы алюминия, которые отличаются по прочностным свойствам, весу и условиям обработки. По свариваемости наиболее распространённые сплавы алюминия делятся на следующие основные группы:
- силумин, алюмокремниевый сплав (Ал2,Ал4 и Ал9), обладающий ограниченной свариваемостью;
- алюмомарганцевый сплав АМц, сваривается без ограничений;
- алюмомагниевый сплав, АМг3, сваривается без ограничений, АМг1, АМг5 и АМг6 являются ограниченно свариваемыми;
- дюралюминий, алюмомедное соединение марки Д1, Д16 относятся к трудно свариваемой группе;
- термоуплотняемые сплавы марок АВ, АК, В95 также отличаются трудной свариваемостью.
В большинстве случаев высокопрочная сварка осуществляется переменным током с применением аргона и неплавящегося электрода, она обеспечивает качественное соединение металла разной толщины.
Но также допускается сварка алюминия инвертором с использованием постоянного тока обратной полярности на электроде.
В этом случае необходимо прогреть свариваемые элементы, тщательно очистить от оксидного слоя и использовать прокалённые, специальные электроды для алюминия с покрытием.
По шву нужно делать несколько проходов, а сами детали при толщине более 5 мм предварительно подготовить к процессу.
Иногда сварочный аппарат для прочной сварки алюминия комплектуется осциллятором, который позволяет соединять заготовки из нержавеющей стали, титана и производить деликатную сварку металлов разной толщины.
Необходимо знать, что разные методы и оборудование для сварки имеют свои достоинства и недостатки, которые надо учитывать при покупке конкретного аппарата.
Виды сварки алюминия
Присутствие в алюминиевых сплавах легирующих добавок, а также оксидный слой не позволяют сваривать металл обычными способами, поэтому для этих работ используют особые методы соединения деталей. Наиболее популярными из них являются следующие методы:
- соединение деталей вольфрамовым неплавящимся электродом в инертной среде с использованием переменного тока (AC TIG);
- сварка в аргоновой среде постоянным током с полуавтоматической подачей проволоки (DC MIG);
- сплавление сварочным инвертором без использования инертного газа покрытыми плавящимися электродами (ММА).
Аргонодуговой метод (AC TIG) используется при тщательной сварке без пор и грубых швов с ручной подачей проволоки и с подачей аргона 6—8 л в минуту.
Переменный ток обеспечивает расплавление тугоплавкого оксидного слоя на поверхности алюминиевых пластин и создаёт сварочную ванну, необходимую для процесса соединения деталей. Такой аппарат для сварки алюминия позволяет ремонтировать тонкостенные детали из различных сплавов, но очень чувствителен к загрязнению вольфрамового неплавящегося электрода.
При сварке DC MIG используются регулируемая подача проволоки к месту соединения деталей и подача аргона от газового баллона с расходом 7—9 л в минуту. Работа производится постоянным током с использованием специальной горелки с соплом.
Для подачи газа используется регулируемый редуктор, а сварочная проволока толкается специальным механизмом в корпусе сварочного аппарата. Выполнение сварки требует достаточной квалификации и при наличии опыта даёт хороший результат.
Сварка методом ММА требует повышенного внимания к чистоте свариваемых поверхностей, поскольку процесс происходит без инертного газа.
Нужно приложить определённые усилия, чтобы свести к минимуму влияние оксидного слоя.
Для очистки поверхности используют механический способ, а также ацетоносодержащие растворители.
https://www.youtube.com/watch?v=t8I0r-xu0cA
Перед началом работы свариваемые детали прогреваются до температуры 250 оС, а электроды для алюминия прокаливаются, потому что имеют гигроскопичное покрытие. При этом методе на электрод подаётся обратное напряжение.
Последовательность сварки в домашних условиях
Промышленность предлагает разнообразные сварочные аппараты для сварки черных, нержавеющих сталей, титана и алюминия.
При выборе агрегата необходимо руководствоваться видом сварочных работ, которые вам необходимо выполнить, а также стоимостью изделия.
Если существуют затруднения, необходимо проконсультироваться со специалистами, которые помогут сделать правильный выбор и подсказать, как быстрее и проще повысить квалификацию сварщика.
Сварка алюминия инвертором в домашних условиях
Универсальный инвертор для сварки алюминия должен обеспечивать применение переменного, постоянного и пульсирующего тока, обладать как можно большей степенью регулировки выходных параметров.
Для разных видов сварки необходимы свои комплектующие и дополнительное оборудование.
Также для сварки нужны обучение и навыки, а мы расскажем об основных требованиях при работе в домашних условиях, а именно:
- требуется тщательная механическая очистка свариваемых поверхностей от окисного слоя;
- необходимо обезжиривание поверхности ацетоном;
- для успешной работы детали с толщиной более 5 мм необходимо подготовить, сняв фаску под углом в 45 градусов;
- при дуговой сварке без аргона необходимо прокалить электроды и прогреть заготовки до температуры 200 градусов;
- использование качественных электродов, проволоки и аргона обеспечит прочный сварной шов;
- более мелкие детали и тонкий прочный шов можно получить, используя аргонодуговую сварку переменным током, или при помощи полуавтомата с постоянным током;
- перед работой необходимо проверить прочность соединений в системе подачи инертного газа и охлаждающей жидкости;
- проверить надёжное подключение заземления.
Источник: https://steelfactoryrus.com/mozhno-li-varit-alyuminiy-postoyannym-tokom/