Содержание
- 1 Сварка чугуна своими руками
- 2 Соединение чугунных заготовок полуавтоматическим сварочным аппаратом: горячий и холодный способы
- 3 Сварка чугуна полуавтоматом – особенности и специфика, подбор проволоки для качественной результата
- 4 Как варить чугун полуавтоматом
- 5 Сварка чугуна в домашних условиях инвертором и полуавтоматом
- 6 Как варить чугун полуавтоматом? — Металлы, оборудование, инструкции
Сварка чугуна своими руками

Чугун — один из самых популярных металлов для изготовления разнообразных изделий: от деталей для автомобиля до водопроводных труб. По сути своей, чугун — это углерод и железо, которые в правильной пропорции образуют очень прочный и долговечный металл. Детали из чугуна можно встретить на заводах, в промышленности и даже старые чугунные сковородки десятилетиями служат своим хозяевам.
Несмотря на множество альтернатив, чугун не сбавляет оборотов и остается очень востребованным материалом. Поэтому домашнему или профессиональному сварщику рано или поздно придется столкнуться с необходимость сварки чугуна. В этой статье мы подробно расскажет, какие особенности есть у этого металла, как правильно сварить чугун и как провести сварочные работы по чугуну с максимальной пользой.
Особенности чугуна
Сварка чугуна в гаражных условиях или на крупном производстве имеет ряд нюансов, которые нужно учесть перед тем, как приступить к работе. Их немного, поэтому обо всех мы вам и расскажем.
Сварку чугуна нужно осуществлять в нижнем положении, поскольку металл очень текучий. Не перегревайте чугун при сварке, иначе гарантировано образуются поры, а вслед за ними и трещины.
Также при плавлении чугун выделяет особый газ, который отрицательно влияет на формирование сварного шва. Поэтому сварка чугунных деталей должна выполняться быстро и с соблюдением температурного режима.
Не переохлаждайте раскаленный чугун, иначе опять же образуются трещины.
Чтобы при работе с этим металлом получиться по-настоящему качественное сварное соединение, учитывайте все особенности и характеристики самого чугуна. Обязательно подготовьте металл перед сваркой, выберите правильный режим работы в вашем сварочном автомате и используйте специальные электроды. Но обо всем этом мы поговорим далее, для начала разберемся с подготовкой металла, поскольку с этого начинается технология сварки чугуна.
Подготовительный этап
Подготовительный этап — один из самых важных, так как от правильной подготовки зависит качество дальнейшей работы. Для начала очистите поверхность от грязи, пыли и коррозии (если имеется). Обезжирьте ацетоном металл.
Если предстоит сварка тонкого чугуна, то заранее позаботьтесь о наличии теплоотводящей подкладки. Разделайте кромки с помощью напильника или болгарки.
Если вам предстоит сварка чугунных деталей горячим методом (метод, при котором деталь перед сваркой нагревается), то используйте для этого печь или газовую горелку.
Инверторная сварка плавящимся электродом
Теперь перейдем к способам сварки. Чугун варится при средней температуре, так что его можно сварить инверторным аппаратом прямо в гараже или на даче, не говоря о заводском цеху.
Сварка чугуна инвертором осуществляется с применением плавящегося электрода, а также со сварочным аппаратом и холодным методом (метод, при котором деталь перед сваркой не нагревается в печи или вручную с помощью горелки).
Плавящиеся электроды должны иметь в составе никель или медь. Ниже вы можете видеть таблицу, с рекомендуемыми настройками для разных электродов.
Допускается делать прерывистые швы, но не короче 3 сантиметров в длину, нужно использовать температуру не более 80 градусов по Цельсию и давать чугуну остыть. Также установите обратную полярность.
Сварка стальными электродами
Можно ли сварить чугун обычными стальными электродами? Вы, конечно, можете попробовать, но мы не рекомендуем делать это, особенно дуговой сваркой. Да, стандартные электроды из стали стоят дешево, но такое соединение получится неэстетичным и недолговечным. Если вам нужно сварить ответственную деталь (например, часть водопровода), то лучше используйте специальные электроды и не экономьте.
Сварка чугунными электродами
Для чугуна лучше всего подходят специализированные чугунные электроды. Варить можно и холодным, и горячим методом, как вы посчитаете нужным. Мы зачастую прогреваем деталь перед сваркой, чтобы структура металла стала лучше, а шов был надежнее.
С помощью таких электродов можно без проблем исправить множественные дефекты чугунного литья, например, трещины, дыры или сколы. В работе зачастую используются электроды марок МНЧ-1, ОЗЧ-1 или ОЗБ-2М. Они стоят не так уж дорого, зато качество работы на высоте.
Сварка чугуна электродом в домашних условиях осуществляется на постоянном, и на переменном токе. Чтобы правильно установить значение тока посмотрите, каков диаметр вашего электрода. 1 миллиметр диаметра электрода соответствует 25-50 амперам.
Сварка неплавящимися электродами
Сварка чугунных деталей неплавящимися электродами осуществляется в среде защитного газа или с использованием флюсов бура. Также можно использовать присадочную проволоку из никеля, меди или алюминия. В качестве неплавящегося электрода используют угольные, вольфрамовые или графитовые стержни.
В большинстве случаев при использовании неплавящихся электродов осуществляется сварка чугуна аргоном (так называемая TIG сварка). Мы рекомендуем немного нагреть деталь перед сваркой с помощью газовой горелки.
Установите небольшое значение сварочного тока. Сварка должна быть прерывистой, по 3 сантиметра.
После сварки нужно постепенно охладить деталь и следить за температурой, чтобы не допустить переохлаждения и образования трещин.
Сварка чугуна аргоном применяется нечасто, поскольку требуется не только электрод, но еще и баллон с газом, предварительный прогрев детали и аккуратное охлаждение, а это все отнимает много времени. Также сварка чугуна полуавтоматом стоит дороже других методов, но когда у вас нет другой возможности, можно сварить и этим способом.
Газовая сварка чугуна
Газовая сварка чугуна — довольно популярный способ, поскольку для работы необходим лишь горючий газ, кислород, проволока сварочная из чугуна и флюс. При этом качество швы очень достойное.
Сварочная проволока по чугуну, используемая в работе, должна содержать в своем составе кремень. Это очень важно, поскольку кремний способствует образованию графита в чугуне, не отбеливает металл.
Вы также можете использовать проволоку из низколегированного чугуна для лучшего качества шва.
Применением флюсов при газовой сварке чугуна просто обязательно, особенно, если предстоит сварка стали с чугуном. Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка.
Техника безопасности
Недостаточно просто знать, каким способом можно сваривать чугун, чтобы сразу приступить к работе.
Дополнительно не помешает изучить технику безопасности, особенно это касается сварщиков, занимающихся своим ремеслом в домашних условиях.
Прежде всего, в помещении должна быть более-менее нормальная вентиляция (хотя бы открытое окно) и при этом отсутствие сквозняков. Освещение должно быть ярким, вы должны четко видеть все ваши детали и швы.
Используйте средства заземления, чтобы избежать неприятностей. Не подвергайте поверхность чугуна воздействию влаги. И самое главное: используйте индивидуальные средства защиты, такие как перчатки, маска, специальный костюм и так далее. Не пренебрегайте техникой безопасности, ведь в критические моменты она может спасти вашу жизнь.
Вместо заключения
Сварка чугуна электродом в домашних условиях требует от мастера соблюдения технологии и учета всех нюансов самого металла. Не спешите в процессе работы, используйте качественные комплектующие и практикуйтесь как можно больше. Так вы сможете наработать опыт. Оставляйте свои комментарии, делитесь этой статьей в социальных сетях. Желаем удачи!
[Всего : 0 Средний: 0/5]
Источник: https://svarkaed.ru/svarka/svarka-metallov/svarka-chuguna-svoimi-rukami.html
Соединение чугунных заготовок полуавтоматическим сварочным аппаратом: горячий и холодный способы

Чугун, несмотря на его условную хрупкость, остается одним из самых востребованных конструкционных металлов. Этому способствует твердость материала, стойкость к знакопеременным и усталостным нагрузкам, высокая теплоемкость.
Особенности технической оснастки процесса полуавтоматической сварки чугуна
Сварка чугуна затруднена ввиду склонности металла к появлению дефектов и снижению эксплуатационных характеристик под воздействием высоких температур.
Для соединения чугунных заготовок и устранения неисправностей в готовых изделиях (трещины, сколы и т. п.) чаще всего используется простой и быстрый способ полуавтоматической сварки, требующий, однако, наличия особого оборудования. Допустимы MIG- и MAG-технологии, которые предполагают подачу инертного и активного газов соответственно.
Основное оборудование
Для полуавтоматической сварки используются специализированные электромеханические аппараты, которые обеспечивают непрерывную подачу плавящегося электрода к сварочной ванне, а также защиту шва от вредоносного воздействия атмосферного воздуха с помощью флюса или газа. Простые «полуавтоматы» имеют однокорпусную конструкцию, когда в едином модуле объединяются:
- источник сварочного тока;
- двигатель, редуктор и пассивные узлы подачи проволоки;
- система нагнетания защитного газа;
- система управления работой прибора.
Внешние элементы такого аппарата включают первичные и вторичные кабели, газовый баллон с понижающим давление узлом и нагнетательным рукавом, горелку.
При больших объемах производства, а также выполнении сложных сварочных работ целесообразно использование модульных полуавтоматических аппаратов. Их подающий механизм и газовая система расположены в обособленном корпусе, а источник сварочного тока с управляющим блоком – в основном модуле. Если устройство рассчитано на интенсивное использование, горелка может дополняться системой принудительного жидкостного охлаждения.
В зависимости от устройства цепей первичного питания различают однофазные и трехфазные «полуавтоматы». Первые привлекают компактностью и удобством подключения к сети, так как работают от переменного тока напряжением 220 В. Вторые используются в промышленных циклах, для их питания используется 380-вольтная сеть. Не менее важным фактором является тип механизма, подающего проволоку. Он может быть:
- толкающим – расположен внутри корпуса аппарата, проталкивает сварочную проволоку в рукав, что в ряде случаев (например, при использовании тонкого или чрезмерно мягкого материала) может привести к ее замятию;
- тянущим – расположен внутри рукояти горелки, затягивает проволоку, обеспечивая ее равномерную подачу, иногда может привести к нежелательному истончению материала;
- комбинированным – имеет как толкающий, так и тянущий узлы, действующие синхронно, отличается стабильной и бесперебойной работой.
При длине рукава менее 4 метров обычно используются подающие механизмы с одной парой поддерживающих роликов, более 4 метров – с двумя парами. Если длина рукава превышает 8 метров, единственным возможным механизмом подачи становится комбинированный с двумя парами роликов.
Дополнительное оборудование
Помимо полуавтоматического аппарата, для сварки чугуна понадобятся стандартные инструменты и материалы для подготовки поверхностей и индивидуальной защиты. К ним относятся:
- шлифовальная машинка (болгарка);
- металлические щетки;
- обезжиривающий раствор;
- сухая чистая ветошь;
- сварочные перчатки;
- защитная маска.
При сварке с газовой защитой шва понадобится баллон с углекислотой, аргоном, гелием или смесью газов. В ряде случаев (например, при заваривании трещин в чугунных картерах) для предварительной обработки заготовок может использоваться ручная дрель со сверлами по металлу и другие электроинструменты.
Присадочная проволока
Полуавтоматическую сварку чугуна осуществляют с помощью плавящегося электрода проволочного типа. Применение электродов по стали недопустимо, так как в любом случае это приведет к растрескиванию шва при застывании. Выбор марки присадочной проволоки по чугуну зависит от режима сварки:
- сварка без прогрева (холодная) – ПП АНЧ-1;
- сварка с прогревом до 350℃ (полугорячая) – ПП АНЧ-2;
- сварка с прогревом до 600℃ (горячая) – ПП АНЧ-3.
Аббревиатура «ПП» в маркировке проволоки указывает на ее порошковый тип. Это значит, что в материале содержатся необходимые присадочные элементы (Fe, Ni, Cu, Si и др.), обеспечивающие необходимую прочность и стабильность шва.
Примерная стоимость порошковой проволоки на Яндекс.маркет
Технология сварки чугуна полуавтоматом
При выборе режима сварки чугуна важно учитывать ряд его физико-химических особенностей, затрудняющих работу с материалом классическими методами. В первую очередь, к ним относятся:
- низкая температура плавления металла;
- изменение структуры вещества под действием высоких температур («отбеливание»);
- высокая жидкотекучесть чугуна, увеличивающая риски прожогов и деформаций заготовок;
- появление пор в материале под воздействием атмосферного кислорода.
Это обусловило необходимость применения щадящих режимов сварки с постоянной защитой шва активными или инертными газовыми средами. Широкое распространение получили холодная и горячая технологии полуавтоматической сварки чугуна.
Холодный способ
Холодная технология используется преимущественно в бытовых условиях для создания швов, не воспринимающих прямые механические нагрузки. Она проще и дешевле, однако, не обеспечивает достаточно качественного соединения заготовок. Алгоритм действий включает следующее:
- Обработка стыка, кромкование в случае необходимости.
- Закрепление заготовок на опорной поверхности с зазором в 1,5-2 мм.
- Установка полуавтоматического СА в режим низкого постоянного тока с обратной полярностью.
- Обеспечение подачи защитного газа в зону сварки и поджигание дуги.
- Проварка шва углом вперед (уклон составляет 50-60°, чего достаточно для визуального контроля).
- Обрыв дуги и прекращение подачи защитного газа (через 15-30 секунд).
- Очистка шва от шлаков и механическая обработка.
В отличие от MIG- и MAG-сварки стали, работа с чугуном не требует колебательных и поперечных движений электрода.
Кроме того, холодная технология допускает наложение однослойного шва на стыки деталей толщиной до 4 мм.
Горячий способ
Наилучшее качество шва по чугуну обеспечивает горячий способ полуавтоматической сварки, который массово применяется в условиях ремонтных мастерских, а иногда и промышленных комплексов. Он требует выполнения такой последовательности действий:
- Обработка стыка, кромкование в случае необходимости.
- Подготовка опорной поверхности, установка на нее графитовой подкладки.
- Прогрев заготовок в печи до температуры около 600℃.
- Быстрое закрепление заготовок на подкладке и скорейшее начало сварки низким постоянным током с обратной полярностью в защитной газовой среде.
- Проварка шва углом вперед (уклон составляет 50-60°, чего достаточно для визуального контроля).
- Повторная проварка шва (в зависимости от толщины металла наносится от 2 до 5 слоев), во время которой допустим метод поперечного ведения электрода.
- Обрыв дуги и прекращение подачи защитного газа (через 15-30 секунд).
- Очистка шва от шлаков, обеспечение медленного снижения температуры детали под слоем асбеста, древесного угля или другого негорючего материала.
- Окончательная очистка и механическая обработка шва.
Важно помнить, что скорость полуавтоматической сварки значительно выше, чем ручной. Если вы раньше не работали с «полуавтоматом», потренируйтесь на чугунном ломе, прежде чем приступать к сварке ответственных соединений.
Источник: https://elsvarkin.ru/texnologiya/svarka-chuguna-2/
Сварка чугуна полуавтоматом – особенности и специфика, подбор проволоки для качественной результата

Сплав железа с углеродом, при количестве последнего более 2,14 весовых процента, называется чугуном. Благодаря отличным литейным качествам он находит широкое применение в различных отраслях промышленности и тяжелого машиностроения.
При разливке массивных отливок возможно появление поверхностных дефектов литья. Одна из самых распространенных это раковина. Переплавка большой массы металла из-за незначительной выемки на поверхности не оправдана.
На помощь производственникам в такой ситуации приходит сварка, способная справиться с мелким недочетом.
Использование полуавтомата для чугунов
Среди различных типов сварки особое внимание уделяется сварке полуавтоматом. Конгломерат газовой аргоновой и дуговой сварки в одном приспособлении позволяет производить сварку чугунных деталей, устранение литейных дефектов.
Наплавка чугуна полуавтоматом позволяет добиться восстановления изношенного слоя практически любой толщины с сохранением свойств. Напомним, сварка полуавтоматом (метод MIG/MAG) заключается в плавлении специальной проволоки при помощи электрической дуги в среде защитного газа.
Полуавтомат при помощи автоматики подает проволоку в свариваемое место наложения шва с ранее установленной сварщиком скоростью. Защитная среда газов позволяет избежать контакта кислорода из окружающей среды и металлической расплавленной ванны.
Уменьшение количества шлака и газовых пузырьков в толще застывшего металла приводит к улучшению качественных и механических характеристик соединения.
Сварка полуавтоматом позволяет справиться с поставленными задачами по сварке чугуна, не зависимо от его структуры металлической матрицы, содержания и формы включений углерода. Эти параметры разделяют чугуны на
- ферритный,
- перлитный,
- серый,
- ковкий,
- высокопрочный с шаровидными включениями графита и другие.
Этот факт требует особого расчета и подхода при выборе режимов сваривания его полуавтоматом, учитывая разные физические свойства сплавов.
Читайте так же: Электроды для сварки чугуна – маркировка и правила выбора
Выделим основные технологические критерии для определения режимных условий сварки сплава, отталкиваясь от его химических и физических свойств, а именно:
- данный материал не зависимо от структуры и процентного содержания элементов предрасположен к образованию термических трещин в приграничной зоне шва, а также в самом шве;
- без выбора специального режима соединения чугуна последующая механическая обработка на станках и ручной обработке затруднена, резание зачастую приводит к разрушению шва;
- склонность к образованию пористости шва, при несоответствии температурных требований к нагреву металла и скорости охлаждения после наложения стыка;
- наложение шва имеет трудности и ограничивается пространственным расположением, типом и маркой сварочной проволоки;
- возможность появления тугоплавких оксидов в площади ванны расплавленного металла;
- расширение шва в непредвиденных направлениях, вызванное скоростным окислением кремния.
Методы борьбы с дефектами сварочного соединения
Избежать дефектов, исходя из перечисленных факторов, поможет сварка полуавтоматом. Данный тип эффективный при применении электрошлакового типа процесса и сварочной проволоки для чугуна со специальными присадками.
В случае применения пластин, для заполнения шва, они должны быть из чугуна такого типа, как основные свариваемые элементы.
Сера в составе чугуна склонна к переходу в шов и образованию хрупких эвтектик на границе зерен, снижая механическую прочность соединения. В таких случаях применяются флюсы с десульфирующим типом с повышенным содержанием фторидов.
Флюсы, присадки помогают добиться высокого качества шва при использовании полуавтомата с применением предварительного нагрева, частичным нагревом, без такового.
При этом отказываться от неокислительных и фторидных флюсов нецелесообразно для любого типа сварки полуавтоматом.
Особенностью сваривания чугуна при помощи метода MIG/MAG обеспечивает сварной шов, лишенный дефектов, сопряженных с внутренними напряжениями, возникающими при температурных превращениях фаз, переходе металла из жидкого вида в твердый, при зарождении и росте кристаллов графита. Визуализацией качества сварного соединения является отсутствие трещин и микротрещин на поверхности шва, отсутствие раковин при снятии верхнего слоя металла после механической обработки.
Отличительной чертой сваривания чугуна с наведением электросварочного шлака всегда было получение шва, исключающего отбел металлической матрицы, закаленных областей, отсутствие или минимизация усадочных трещин.
Сварка полуавтоматом ковкого и высокопрочного чугуна
Сварка ответственных узлов из особых типов чугуна производится в среде углекислого газа проволоками марки Св-08ГС, Св-08Г2С, Нп-30ГХСА, а также порошковой проволокой, не производя предварительный нагрев свариваемых деталей и наплавляемых площадей.
- С целью уменьшения массы металла в объеме шва процесс должен производиться, соблюдая перекрытие одной трети ширины валика. Направление дуги при этом должно стремиться в сторону расплавленного металла. Для минимального изменения структуры металла шва рекомендуется использовать «каскадное» наложение шва с использованием отжигающих валиков. Именно такой технологический ход сохраняет, ожидаемую, ферритно-перлитную структуру без изменений.
- Проволока для сварки чугуна марки Нп-30ГХСА создает в толще шва мартенситные, трооститные, аустенитные включения, повышающие сопротивляемость к истиранию наплавленных слоев.
- Сваривание высокопрочного чугуна с шаровидными включениями графита со стальными деталями и заготовками происходит при помощи проволоки марки Св-08ГС, Св-08Г2С в стартовом соединении. Последний рабочий слой, для улучшения механических свойств лучше наплавить Нп-30ГХСА.
Сварка чугуна полуавтоматом — технология, хорошо зарекомендовавшая себя на различных стадиях производственных и ремонтных процессов. Она позволяет уменьшить количество брака на стадии производства чугунных отливок, продлит срок эксплуатации машин и механизмов, уменьшит непроизводственные простои, снижая себестоимость продукции и повышая рентабельность производства.
Источник: http://solidiron.ru/obrabotka-metalla/svarka-i-chuguna-poluavtomatom-osobennosti-i-specifika-svarka-i-naplavlenie-podbor-svarochnojj-provoloki-dlya-kachestvennojj-svarki.html
Как варить чугун полуавтоматом

Сварочные работы по чугуну довольно сложны в технологическом плане. Сам материал очень плохо переносит воздействия высоких температур с последующим охлаждением. Для получения качественного шва нужно оборудование и специальные электроды.
Возможна ли сварка чугуна полуавтоматом? И что нужно знать о технологических особенностях такого вида работ? Дальше об этом в нашей статье.
В чем специфика сварки чугуна
Чугун чаще всего используют в изделиях, производимых путем литья. Но такой металл довольно хрупок и наиболее распространенные поломки это трещины. Их, как правило, заваривают, используя электросварку. В чем трудность проведения такого вида работы?
- Расплавленный чугун очень текучий, что создает трудности при заваривании сквозных трещин и пробоин. Это же свойство часто приводит к сквозному прожиганию металла.
- Чугун имеет относительно невысокую температуру плавления. Воздействие высокотемпературной электрической дуги приводит к его отбеливанию (изменение структуры), вследствие чего материал в месте сварки становиться более хрупким и трескается уже при остывании.
- Кислород, который находиться в атмосфере вступает в контакт с углеродом, это провоцирует образование множества пор в теле сварного шва. Соединение от этого имеет намного меньший запас прочности.
Это — основные проблемы сварки чугунных деталей. Для их решения применяют несколько технологий, которые позволяют избежать быстрого разрушения соединения.
Способы сварки чугуна
Сразу стоит заметить: если Вам нужно сделать сварочный шов по чугуну — не нужно экспериментировать! Не надо варить такой металл стальными электродами — шов трескается в 100% случаев. То же касается и полуавтомата с использованием проволоки для варки стали!
В основном, для сварки чугунных деталей используется две основные технологии: горячая и холодная. Также может применяться и полугорячий метод варки такого металла.
Холодный способ варки
Такой метод позволяет варить чугун без предварительного нагрева деталей. Особенно он актуален, когда конструкции имеют довольно большие габариты.
Обязательное условие такого способа — это использование специальных электродов.
Обычно для этого выбирают расходники, в составе которых есть железо, медь и никель. Эти элементы не приводят к образованию сплавов с углеродом, от чего шов не получается слишком хрупким.
Горячий и полугорячий способы
Это более надежные методы сварки чугуна. Детали предварительно разогревают либо в печах, либо специальными индукционными нагревателями (промышленные масштабы).
Главное — это соблюдение температурных режимов. Чугун нельзя нагревать более чем на 600 градусов. Иначе начинается процесс, которого и пытаются избежать во время сварки — изменение структуры и отбеливание (образование белого вида чугуна).
Этот способ может быть нескольких видов в зависимости от того, до какого показателя происходит нагрев. Например, при полугорячем способе детали нагреваются в пределах от 350 до 400°, а теплый предусматривает подогрев в пределах 250 градусов.
После завершения сварки детали нужно медленно охлаждать (иногда до 5 суток!), чтобы шов не треснул от слишком быстрого снижения температуры.
Горячие способы сварки более трудоемки. Но позволяют при этом получить качественные соединения.
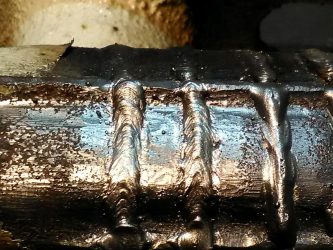
В большинстве случаев использование полуавтоматической сварки позволяет получать сварные швы очень высокого качества. Все дело в устройстве такого аппарата. Швы ложатся точечно и каждая отдельная точка как бы вбивается в поверхность металла. При этом полуавтомат не разогревает слишком большие площади. Итак, как варить чугуны полуавтоматом?
Подготовительные работы
Независимо от используемого оборудования, будь то ручной инвертор или полуавтомат, чугун нужно подготовить к сварке.
Металл тщательно очищают от загрязнения, если есть следы масла — его удаляют растворителями.
Сами кромки нужно расширить по всей длине (для этого можно использовать болгарку или зубило). Однако нужно делать зачистку очень аккуратно, удаляя металл в несколько подходов послойно!
При заваривании трещин по ее края нужно засверлить точки, иначе растрескивание может получить продолжение в процессе сварки.
Также, при толщине детали больше чем 5 миллиметров, по краям нужно сделать фаску под углом в 45-60 градусов. Тонкие изделия варят с использованием графитовых подкладок, чтобы можно было избежать вытекания расплава и прожигания металла насквозь.
Выбор проволоки
Как было сказано выше, не стоит пытаться заварить чугун, используя стальные виды проволок для полуавтомата. С их применением этот процесс становиться нереальным без повреждений.
Сегодня существуют специальные виды сварочной проволоки для работы по чугуну.
Их подбирают в зависимости от выбранного способа сварки.
- Проволока с маркировкой ПП АНЧ-1 — используется в процессе варки без подогрева (холодный метод).
- При полугорячем подогреве до 350 градусов применяют сварочную проволоку марки ПП АНЧ-2.
- И, конечно же, при горячем нагревании до 600 градусов применяют расходник с маркировкой ПП АНЧ-3.
Каждый из этих расходных материалов представляет собой порошковую проволоку (маркирование ПП), в составе которой есть уже необходимые элементы (медь, кремний, железо, никель и прочие). Благодаря чему можно сваривать чугун полуавтоматом.
Сварочный процесс
Проведя всю необходимую подготовку, приступают к сварке металла. Лучше всего использовать горячий метод. Для этого деталь нагревают до 600 градусов в печи, после нагрева нужно сразу же начинать сварку.
Источник: https://mytooling.ru/instrumenty/kak-varit-chugun-poluavtomatom
Сварка чугуна в домашних условиях инвертором и полуавтоматом
01.05.2018
В случае выхода из строя сантехнических приборов встает вопрос — как можно сварить чугунные детали в домашних условиях. Важно знать, как заварить чугун обычным электродом. Если металл легко поддается сварке, то место нанесения шва на чугунную поверхность требует подготовки. Несоблюдение технологии приводит к перекаливанию металла, а значит, увеличивается его хрупкость.
Технология сварки
В отличие от стали, производство чугуна ведется при температуре 1200−1500 градусов по Цельсию. Это вносит особенности в технологию его сварки:
- При подготовке поверхности все дефекты удаляются. Если между ними расстояние меньше 20 мм, то они вырубаются все вместе. В случае если больше, чем 20 мм, то удаляются по отдельности.
- Режим сварки выбирается в зависимости от химического состава данного вида чугуна.
- Свариваемые поверхности предварительно зачищаются. В другом случае применяются шпильки, которые вкручиваются рядом с местом повреждения.
- В процессе сварки используется аргон, сварочная проволока или присадки в виде соды, азотнокислого натрия или буры.
- После окончания работы шов присыпается сыпучим веществом. Делается это с целью замедления процесса остывания. Шов осматривается визуально. В нем не должны присутствовать прожоги и непровары.
После остывания металла сварной шов проверяется. Трубы наполняются жидкостью, и ведется их осмотр на отсутствие протекания.
Способы заварить чугун электросваркой
Правильно варить чугун электросваркой можно при наличии нужного оборудования и требуемых электродов. Сварка имеет следующие разновидности:
- С применением инертного газа. Используется для сварки канализационных труб.
- Горячий метод. Работы проводятся квалифицированным мастером. Качества шва высокое. Наиболее часто применяется в промышленности.
- Холодный способ. Применяется в домашних условиях. К качеству шва требований не предъявляется.
Газовый метод
Применяется в том случае, когда необходимо обеспечить шов высокого качества. При этом не допускается большая глубина провара металла.
В зависимости от конечного результата ведутся разные режимы работы. На это влияют факторы:
- Подача напряжения, пределы изменения — 18−21 Вт.
- Техника работы при наложении шва.
- Величина силы тока, 100−120 А.
- Скорость выполнения работы, оптимальный вариант скорости — 12 м / час.
- Материал применяемой проволоки — 09Г2СА.
Метод горячей сварки
Такая работа состоит из следующих этапов:
- Ведется обработка дефектов. Если это трещина, то она расширяется, и в концах сверлятся отверстия.
- Деталь заключается в форму из графитовой основы. Она необходима на случай, если металл потечет.
- Идет нагрев детали в интервале температур от 300 до 650 градусов по Цельсию. Сварка ведется литыми электродами с использованием порошковой проволоки. В качестве присадки используется стержень из керамики.
- Последняя стадия — охлаждение.
Шов получается однородный высокого качества.
Сварка чугуна электродом при помощи инвертора
Для сварки инвертором холодным методом сначала это место подготавливается. Если верхний слой чугуна окислился, то он счищается болгаркой или другим инструментом. С помощью растворителя или бензина проводится обезжиривание.
Работа ведется специальными электродами, которые содержат хром, никель или другие лигатуры.
Особенности процесса:
- Обратная полярность подключения.
- Аппарат включается на минимальную мощность для конкретной толщины электрода.
- Максимальная длина шва — 30−50 мм .
- Не допускается перегрев, поэтому необходимы постоянные остановки.
- После нанесения первого и последнего слоя их требуется проковать молотком.
Способ варки полуавтоматом
Работы ведутся специальным аппаратом, который вбивает сварку точечным способом. При этом окружающая площадь не разогревается.
Подготовительные работы не отличаются, место зачищается и обезжиривается. Если толщина превышает 5 мм, требуется снять фаску. Работа ведется с применением специальной проволоки. В домашних условиях при холодном методе применяется материал ПП-АНЧ-1.
Особенности процесса:
- В работе используется постоянный ток.
- Угол наклона держателя — 50−60 градусов.
- Шов ложится за 3 подхода.
- Во время сварки не допускаются колебательные движения.
- По окончании работы со сварочного шва ведется удаление шлака.
Ремонт чугунного коллектора
Сваривать коллектор сложно потому, что в процессе работы он может треснуть. Для этого нужно использовать специальные электроды для сварки нержавеющих материалов.
Суть заключается в том, что коллектор нельзя сильно нагревать. Такому электроду высокий нагрев не требуется. Он начинает плавиться при температуре 700−800 градусов. Этого достаточно для начала процесса сварки.
Сварку чугуна реально вести в домашних условиях собственными силами. Для этого необходимо иметь сварочный аппарат, электроды и необходимую защитную амуницию. Предварительно нужно ознакомиться с инструкцией по варке чугуна. Желательно иметь необходимые начальные навыки. В домашних условиях лучше варить холодным методом, который наиболее прост.
Источник: https://ObInstrumentah.info/svarka-chuguna-v-domashnih-usloviyah-invertorom-i-poluavtomatom/
Как варить чугун полуавтоматом? — Металлы, оборудование, инструкции

Сплав железа с углеродом, при количестве последнего более 2,14 весовых процента, называется чугуном. Благодаря отличным литейным качествам он находит широкое применение в различных отраслях промышленности и тяжелого машиностроения.
При разливке массивных отливок возможно появление поверхностных дефектов литья. Одна из самых распространенных это раковина. Переплавка большой массы металла из-за незначительной выемки на поверхности не оправдана.
На помощь производственникам в такой ситуации приходит сварка, способная справиться с мелким недочетом.
Сварка чугуна в домашних условиях несколькими способами
Раньше, сварочные работы требовали высокой квалификации мастера. Это было связано с примитивной конструкцией сварочных аппаратов. Сегодня технология сварки (особенно электрической) шагнула далеко вперед.
При наличии современного сварочного аппарата, с такой работой может справиться самоучка. Доступная цена инверторов вывела этот аппарат фактически в разряд домашнего электроинструмента.
Однако сварка чугуна и стали – это две большие разницы. Изделия из чугуна можно встретить в любых отраслях. Этот материал имеет неплохие эксплуатационные свойства, хорошо противостоит коррозии, и дешев в производстве.
Есть у него и недостаток – хрупкость. Трещины, сколы, пробоины. Покупка новой детали влетает в копеечку, поэтому восстановление сломанного элемента – обычное дело.
Особенности сварки чугунных изделий
трудность при сварке этого металла – непредсказуемость. Предугадать проблему техническими средствами невозможно. Бывалые мастера интуитивно ловят момент, когда надо изменить условия сварки или остановить на мгновение дугу.
Вот несколько негативных свойств чугуна:
- В расплавленном виде этот металл обладает высокой текучестью, практически как ртуть. При наличии небольшого сквозного отверстия, расплав может вылиться из зоны сварки. Это затрудняет формирование шва. Для борьбы с этим явлением, опытные мастера обкладывают зону сварки опалубкой. Единая рекомендация – проведение сварки в нижнем положении. Чугун достаточно хрупкий, это проявляется не только при эксплуатации, но и при сварке. В теле шва образуется множество трещин, которых не бывает при работе с более пластичными металлами.Неравномерное остывание приводит к многочисленным участкам внутреннего напряжения. Это напоминает процедуру точечной закалки, когда структура имеет различную прочность на расположенных рядом участках. Чтобы не ухудшать качество работ, сварщик должен соблюдать ряд ограничений. Использовать тонкие электроды, обеспечить длительное охлаждение, применять особенную технологию сварки – вразброс. Можно ограничить ток сварки, однако это требует опыта.
- Чугун содержит в своем составе много углерода. При проведении сварочных работ, углерод выгорает из расплава и образует поры, как в пемзе. Это резко снижает прочность шва, в отверстия попадает вода. При перепадах температур, особенно зимой, возникают микро разрывы.
- На поверхности расплава моментально образуется слой окисла. Он имеет температуру плавления выше, чем металл. Это затрудняет поддержание ровной и непрерывной дуги. Перед началом основных работ, начинающему сварщику рекомендуется потренироваться на ненужных заготовках. Момент схватывания окисла необходимо буквально почувствовать.
Если вы освоите методику под наблюдением опытного мастера – сварка чугуна в домашних условиях не покажется чем-то невероятным.
Холодная сварка
Разумеется, речь идет не об эпоксидном клеящем составе. Просто шов формируется на холодном металле, без дополнительного подогрева. Умение варить «на холодную» – признак высокого мастерства. Сам процесс достаточно простой. Со стороны ничем не отличается от работ с обычной сталью.
Сварка чугуна на холодную без предварительного нагрева – видео.
Проблемы проявляются после остывания шва. Металл в этом месте становится избыточно закаленным. В теле и на поверхности шва появляется множество присадок.
Источник: https://spb-metalloobrabotka.com/kak-varit-chugun-poluavtomatom/