Содержание
- 1 Гальваническая коррозия алюминия
- 1.1 Коррозия алюминия
- 1.2 Электрохимическая коррозия алюминия
- 1.3 Сущность гальванической коррозии
- 1.4 Внешний вид гальванической коррозии
- 1.5 Принцип батареи
- 1.6 Условия для гальванической коррозии
- 1.7 Различные типы металлов
- 1.8 Присутствие электролита
- 1.9 Электрический контакт между металлами
- 1.10 Гальванические пары
- 1.11 Пара: алюминий — нелегированная сталь
- 1.12 Пара: алюминий — оцинкованная сталь
- 1.13 Пара: алюминий — нержавеющая сталь
- 1.14 Пара: алюминий — медь
- 1.15 Ближе к контакту — больше коррозия
- 1.16 Как избежать гальванической коррозии
- 2 Коррозия нержавеющей стали
- 2.1 Краткая характеристика нержавеющей стали
- 2.2 Классификация видов коррозии нержавеющей стали
- 2.3 Виды коррозии по типу сред, воздействующих на поверхность нержавеющей стали:
- 2.4 Исходя из объема и локализации разрушения нержавеющей стали, коррозия подразделяется на:
- 2.5 Конструктивный метод
- 2.6 Выбор правильного метода обработки
- 3 Полезные новости от Mirosan.ru » Блуждающие токи и электрохимическая коррозия
- 4 Типы коррозии нержавеющей стали
- 5 Электрохимическая коррозия нержавеющей стали — Справочник металлиста
Гальваническая коррозия алюминия

Процесс коррозии алюминия и алюминиевых сплавов зависит от многих факторов: условий окружающей среды, а также электрохимических и металлургических свойств компонентов сплава.
Коррозия алюминия
Для коррозии алюминия характерны следующие основные типы:
- непосредственное химическое воздействие (общая коррозия);
- электрохимическая (гальваническая) коррозия;
- точечная (питтинговая) коррозия;
- щелевая коррозия и коррозия под напряжением.
В зависимости от условий окружающей среды, нагружения и функционального назначения детали любой из видов коррозии может явиться причиной преждевременного разрушения. Кроме того, неправильное применение алюминиевых деталей и изделий может усугублять коррозионные процессы.
Электрохимическая коррозия алюминия
Наиболее частые ошибки проектирования алюминиевых конструкций связаны с гальванической коррозией.
Гальваническая или электрохимическая коррозия происходит, когда два разнородных металла образуют электрическую цепь, замыкаемую жидким или пленочным электролитом или коррозионной средой.
В этих условиях разность потенциалов между разнородными металлами создает электрический ток, проходящий через электролит, который (ток) и приводит к коррозии в первую очередь анода или менее благородного металла из этой пары.
Сущность гальванической коррозии
Когда два различных металла находятся в прямом контакте с электропроводящей жидкостью, то опыт показывает, что один из них может корродировать, то есть подвергаться коррозии. Это называют гальванической коррозией.
Другой металл не будет корродировать, наоборот, он будет защищен от этого вида коррозии.
Этот вид коррозии отличается от тех видов коррозии, которые могли бы возникнуть, если бы оба эти металлы были помещены раздельно в ту же самую жидкость. Гальваническая коррозия может случиться с любым металлом, как только два различных металла будут находиться в контакте в электропроводящей жидкости.
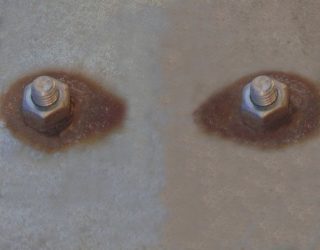
Внешний вид гальванической коррозии
Внешний вид гальванической коррозии является очень характерным. Эта коррозия не раскидывается по всей поверхности изделия, как это бывает с точечной – питтинговой – коррозий. Гальваническая коррозия плотно локализована в зоне контакта алюминия с другим металлом. Коррозионное воздействие на алюминий имеет равномерный характер, он развивается в глубь в виде кратеров, которые имеют более или менее округлую форму [3[.
Все алюминиевые сплавы подвергаются идентичной гальванической коррозии [3].
Принцип батареи
Гальваническая коррозия работает как батарея, которая состоит из двух электродов:
- катода, где происходит реакция восстановления
- анода, где происходит реакция окисления.
Эти два электрода погружены в проводящую жидкость, которая называется электролитом. Электролит – это обычно разбавленный кислотный раствор, например, серной кислоты, или соляной раствор, например, сульфат меди.
Эти два электрода соединены снаружи электрической цепью, которая обеспечивает циркуляцию электронов. Внутри жидкости передача электрического тока происходит путем перемещения ионов.
Жидкость, таким образом, обеспечивает ионное электрическое соединение (рисунок х).
Рисунок 1 – Принцип гальванической ячейки [3]
Рисунок 1 показывает ячейку, в которой электролитом является раствор серной кислоты. Серная кислота полностью диссоциирована в воде (поскольку является сильной кислотой) путем образования ионов Н+, которые определяют кислотность среды. Происходит следующая электрохимическая реакция [3]:
- цинковый анод окисляется:
Zn → Zn2+ + 2e−
на медном катоде восстанавливаются протоны Н+:
2Н+ + 2e− → Н2
Полная реакция имеет вид:
Zn + H2O → Zn(OH)2 + H2
Эта ячейка производит электричество за счет потребления цинка, который выделяется в виде гидроксида цинка Zn(OH)2.
Для работы ячейки необходимо одновременное выполнение трех условий:
- два различных металла, которые образуют два электрода;
- присутствие электролита;
- непрерывность всей электрической цепочки.
Если хотя бы одно из этих условий не выполняется, например, если нарушается электрический контакт, то ячейка не будет производить электричество, и окисления на аноде не будет происходить (также как и восстановления на катоде).
Условия для гальванической коррозии
Гальваническая коррозия основана на том же самом принципе и для того, чтобы она происходила необходимо одновременное выполнение следующих трех условий [3]:
- различные типы металлов;
- присутствие электролита;
- электрический контакт между двумя металлами.
Различные типы металлов
Для любых металлов, которые относятся к различным их типам, гальваническая коррозия является возможной. Металл с электроотрицательным потенциалом (или более электроотрицательный металл, если они оба электроотрицательные) действует как анод.
Тенденцию различных металлов образовывать гальванические пары и направленность электрохимического действия в различных коррозионных средах (морской воде, тропическом климате, промышленной атмосфере и т.д.
) показывают в так называемых гальванических рядах. Чем далее удалены друг от друга металлы в этих рядах, тем более серьезной может быть электрохимическая коррозия.
В разных коррозионных средах эти последовательности металлов могут быть разными (рисунок 2).
Присутствие электролита
Область контакта должна быть смочена водным раствором, чтобы обеспечивать ионную электропроводимость. В противном случае отсутствует возможность для гальванической коррозии.
Электрический контакт между металлами
Электрический контакт между металлами может происходить или путем прямого контакта между двумя металлами, или через крепежное соединение, например, болт.
Рисунок 2 [1]
Как видно из графиков рисунка 2 алюминий и его сплавы становятся анодами в гальванических ячейках с большинством металлов, и алюминий корродирует, как говорят, жертвенно и защищает от коррозии другой металл гальванической пары.
Только магний и цинк, включая и оцинкованную сталь, являются более анодными и поэтому, сами подвергаясь коррозии, защищают от нее алюминий.
Алюминий и кадмий вообще имеют почти одинаковые электродные потенциалы и поэтому ни алюминий, ни кадмий не подвергаются гальванической коррозии. К сожалению, кадмий признан весьма токсичным и все реже применяется, а во многих странах просто запрещен, как антикоррозионная защита.
Гальванические пары
Относительное расположение двух металлов или сплавов в гальваническом ряду указывает только возможность гальванической коррозии, если различие их гальванических потенциалов является достаточно большим.
Больше этот ряд ничего не говорит, и особенно ничего – о скорости или интенсивности гальванической коррозии. Она может быть нулевой или несущественной или даже незаметной.
Ее интенсивность зависит от типов металлов, которые входят в контакт – гальванической пары.
Пара: алюминий — нелегированная сталь
В строительных конструкциях алюминиевые детали, которые открыты для воздействия климатических и погодных воздействий, могут соединяться винтами из обычной стали. Опыт показывает, что алюминий в контакте со стальными винтами подвергается только очень поверхностной коррозии.
Возникающая ржавчина, которая не оказывает никакого влияния на алюминий, полностью пропитывает слой оксида алюминия и образует на поверхности пятна.
Фактически, для алюминиевой конструкции в контакте с незащищенной сталью важнее будет ее влияние на внешний вид и декоративные качества, а не способность сопротивляться коррозии.
Это явление имеет следующее объяснение:
- на поверхностях контакта образуются пленки с продуктами коррозии – ржавчины на стали и оксида алюминия на алюминии, которые и замедляют электрохимические реакции.
Пара: алюминий — оцинкованная сталь
Судя по гальваническому ряду, цинк является более электроотрицательным, чем алюминий. Крепеж из оцинкованной стали может, поэтому, применяться для соединения и сборки конструкций из алюминиевых сплавов. Надо помнить, что когда цинковое покрытие станет слишком изношенным, чтобы защищать сталь и алюминий, наступает предыдущий сценарий контакта между алюминием и голой сталью [3] .
Пара: алюминий — нержавеющая сталь
Хотя и существует большая разность потенциалов между нержавеющей сталью и алюминиевыми сплавами – около 650 мВ, очень редко можно увидеть гальваническую коррозию на алюминии в контакте с нержавеющей сталью. Поэтому алюминиевые конструкции очень часто собираются с применением болтов и винтов из нержавеющей стали [3].
Пара: алюминий — медь
Контакт между алюминиевыми сплавами и медью, а также медными сплавами (бронза, латунь) приводит к совершенно незначительной гальванической коррозии алюминия под воздействием атмосферных условий. Тем не менее, рекомендуется обеспечивать электрическую изоляцию между этими двумя металлами, чтобы локализовать коррозию алюминия.
Необходимо отметить, что продуктом коррозии меди является, так называемая, патина. Эта патина – голубовато-зеленый налет на меди, который состоит в основном из карбоната меди. Эта патина химически воздействует на алюминий и может восстанавливаться с образованием малых частиц меди. Эти медные частицы, в свою очередь, могут вызывать локальную питтинговую коррозию алюминия [3].
Ближе к контакту — больше коррозия
Ускоренная гальваническая коррозия обычно наиболее интенсивна вблизи мест соединения двух металлов; с удалением от мест соединения ее интенсивность уменьшается. Существенное влияние на скорость коррозии оказывает величина отношения площади поверхности катода, контактирующей с электролитом, к площади незащищенной поверхности анода. Желательно иметь малое отношение площади катода к площади анода.
Как избежать гальванической коррозии
- Выбирать в пару алюминию или его сплаву металл, который как можно более ближе к нему в гальваническом ряду для рассматриваемой коррозионной среды (см. рисунок 2).
- Применять «катодный» крепеж. Избегать комбинаций с неблагоприятным (большим) отношением площадей катода к аноду (рисунок 3).
- Обеспечивать полную электрическую изоляцию двух соединяемых металлов. Это может быть выполнено с помощью изолирующих прокладок, втулок, шайб и т.п. (рисунок 4).
- Если применяется окраска, всегда нужно красить катод.
Если покрасить только анод, любая царапина на нем даст неблагоприятное отношение поверхностей катода к аноду и приведет к коррозии царапины.
- Увеличивать толщину анода или устанавливать в соединение заменяемые массивные прокладки из анодного металла.
- По возможности размещать гальванический контакт вне коррозионной среды.
- Избегать резьбовых соединений из металлов, образующих гальваническую пару. Заменять их паяными или сварными соединениями.
- Если возможно, применять ингибиторы коррозии, например, в системах с циркуляцией жидкости, которая может играть роль электролита для гальванической коррозии.
- В случаях, когда металлы должны оставаться в электрическом контакте через наружную электрическую цепь, нужно разнести их как можно дальше друг от друга для увеличения сопротивления жидкой цепи (электролита).
- При необходимости и там, где это возможно, применять катодную защиту с цинковым или магниевым жертвенными анодами.
- В наиболее агрессивных средах только цинк, кадмий и магний могут быть в контакте с алюминием без возникновения гальванической коррозии. Заметим, что применение кадмиевых покрытий в значительной степени ограничено из-за их экологической небезопасности.
Рисунок 3 [1]
Рисунок 4 [1]
Источники:
- TALAT 5104.
- Corrosion of Aluminum and Aluminum Alloys. Edited by J.R. Davis. — ASM International, 1999.
- Corrosion of Aluminium / Christian Vargel – ELSEVIER, 2004.
Источник: http://aluminium-guide.ru/korroziya-alyuminiya-galvanicheskaya/
Коррозия нержавеющей стали

Говоря о коррозии, можно обозначить данный процесс как нарушение структуры материала под воздействием физико-химических проявлений окружающей среды или химически агрессивных сред, с которыми любой конструкционный материал контактирует в процессе эксплуатации.
Наиболее распространенной разновидностью коррозии является коррозия металлов, среди которых особо подвержено данному разрушающему процессу железо — базовый химический элемент в составе стали.
Для улучшения конструкционной прочности, физических и химических характеристик, сопротивляемости коррозии, сталь подвергают легированию, что подразумевает введение в состав ферритового сплава дополнительных химических элементов, таких как хром, никель, вольфрам, марганец, молибден, титан и прочих.
Краткая характеристика нержавеющей стали
Сталь, легированная хромом, называется нержавеющей сталью и характеризуется наличием оксидной пленки хрома, способной противостоять различным воздействиям и самостоятельно восстанавливаться под воздействием кислорода.
Нержавеющая сталь производится двух типов: 304 тип содержит 18% хрома и 10% никеля; 316 тип содержит 17% хрома, 11% никеля и 2% молибдена. Включение никеля в состав нержавеющей стали, придает ей дополнительные прочностные свойства, а молибден улучшает стойкость стали под влиянием агрессивных жидкостей.
Коррозия нержавеющей стали происходит вследствие нарушения слоя оксида хрома, что вызывает окисление незащищенной ферритовой составляющей с образованием оксида железа бурого цвета.
Классификация видов коррозии нержавеющей стали
В зависимости от процессов, приводящих к разрушению нержавеющей стали, и условий их протекания, коррозия бывает следующих видов:
щелевая;контактная;под напряжением;при трении;при погружении — полном, неполном, переменном;
прочие.
Виды коррозии по типу сред, воздействующих на поверхность нержавеющей стали:
коррозия в электролитах;коррозия в не электролитах;коррозия в атмосфере;коррозия в газовой среде;
прочие.
Исходя из объема и локализации разрушения нержавеющей стали, коррозия подразделяется на:
сплошную — равномерную и неравномерную;
местную — точечную, сквозную, структурную, расслаивающуюся, ножевую и другие.
Наиболее часто применяется классификация коррозии нержавеющей стали на химическую и электрохимическую, в зависимости от механизма протекания процесса разрушения.
Конструктивный метод
Действенным методом борьбы с коррозией нержавеющей стали выступает, так называемый, конструктивный метод, заключающийся в проектировании такой конструкции из нержавеющей стали, чтобы узлы сочленения деталей были максимально защищены от попадания активных сред на поверхность стали с нарушенным слоем из оксида хрома. Для защиты мест соприкосновения конструктивных узлов от ржавления, применяются уплотняющие элементы и герметики.
При креплении деталей из нержавеющей стали методом сварки с последующей зачисткой швов, происходит истирание слоя оксида хрома, что приводит к появлению ржавчины в ходе эксплуатации изделия, поэтому сварные швы требуют обработки специальными грунтовками.
Контакт углеродистой стали с поверхностью нержавеющей также может повлечь образование ржавчины. Из углеродистой стали изготавливают различные крепежные элементы — болты, гайки. шпильки, которые необходимо изолировать от поверхности нержавеющей стали уплотнительными деталями.
Возникновение и быстрый прогресс процесса ржавления наблюдается при повышенных температурах и воздействии горячего пара на изделие из нержавеющей стали. Большому риску образования ржавчины также подвержены вращающиеся в водной среде детали механизмов, изготовленные из нержавеющей стали.
Ударная волна, возникающая при работе, например, лопастей электро-насоса, выбивает микрочастицы оксида хрома с поверхности нержавеющей стали, что способствует выпаданию ржавчины на поверхности нержавеющей стали.
Правильный подбор мощности оборудования, работающего в пределах критичных скоростей вращения, обезопасит детали из нержавеющей стали от возникновения ржавчины.
Выбор правильного метода обработки
Дополнительным методом в комплексе мер по предупреждению ржавления изделий из нержавеющей стали является правильный подбор метода ее обработки.
Поверхность нержавеющей стали, обработанная электрическими методами полировки, более устойчива к ржавлению, чем в тех случаях, когда применяется механическая полировка.
В результате полировки с применением механических средств, поверхность нержавеющей стали под слоем оксида хрома более шероховата, что приводит к образованию ржавчины при малейшем повреждении защитной пленки.
Самым разрушающим воздействием на нержавеющую сталь, как и на любой другой материал, обладает водная среда в виде влаги, осадков, конденсата. Особенно разрушительным для нержавеющей стали является содержание производных хлора в воде. Очистка, фильтрация и умягчение воды снижает риск ржавления нержавеющей стали, соприкасающейся с данной средой.
Первичная ржавчина, образовавшаяся на нержавеющей стали может быть удалена промыванием чистой водой. Удаление более выраженной ржавчины с поверхности нержавеющей стали можно выполнять методом шлифовки и полировки, а при еще более глубоком поражении поверхности нержавеющей стали ржавчиной, применяется вытравливание кислотами — лимонной либо щавелевой.
Источник: https://westwerk.su/poleznaya-informatsiya/informatsiya-o-nerzhaveyuschey-stali/2013-08-12-14-00-20/
Полезные новости от Mirosan.ru » Блуждающие токи и электрохимическая коррозия
9 ноября 2017Денис
В последнее десятилетие участились случаи немотивированной ускоренной коррозии трубопроводов систем водоснабжения и отопления зданий. Все чаще и чаще люди слышат страшные слова от сантехников или производителей полотенцесушителей — виноваты в протечках полотенцесушителей на блуждающих токах, или как их по другому называют, электрохимическая коррозия (Хим. коррозия).
При соблюдении основных требований к составу воды (включая содержание растворенного кислорода), материалу труб и температурному режиму коррозия ускоряется в 2-10 раз по сравнению с проектными расчетными данными.
Одной из причин ускоренной коррозии трубопроводов в современных условиях являются несанкционированно протекающие по ним токи промышленной частоты, источниками которых являются токи утечки системы электроснабжения этих же зданий.
Термин «коррозия, вызванная токами (блуждающими токами)» обычно связывают с постоянным током в подземном металлическом сооружении.
Источники таких токов находятся вне поврежденной конструкции: электрифицированный транспорт (трамваи, метрополитен, железная дорога), системы катодной защиты, шахтные системы электроснабжения постоянным током и т.д.
[1-5] При этом интенсивные коррозионные разрушения происходят в местах стекания постоянного тока с внешней поверхности металла в электролит (воду или грунт). Отечественная и мировая практика эксплуатации систем водоснабжения признает эту проблему и учитывает ее.
Однако на внутренней поверхности определенных участков трубопроводов, проложенных внутри зданий и находящихся вне зоны растекания блуждающих токов в обычном их понимании, также возникают и повторяются характерные «свищи», что требует специального рассмотрения и объяснения.
В период с 1996 по 2002 год были выполнены прямые осциллографические измерения токов, протекающих по внутренним трубопроводам систем отопления и водоснабжения зданий на более чем 200 объектах г. Москвы.
Измерения проводились с помощью специально разработанной методики «Проведение работ по определению наличия источников и основных путей попадания токов утечки от системы электроснабжения на металлоконструкции и трубопроводные системы зданий» и аппаратуры на основе многоканального аппаратурно-компьютерного комплекса регистрации токов.
В ходе работ было зафиксировано, что по трубопроводам протекают переменные токи промышленной частоты с от 0,1 до 18,2 А. Распределение токов приведено на рис. 1.
Рис. 1
Анализ полученных данных позволил установить корреляцию между величиной протекающего тока и скоростью коррозии трубопроводов. В таблице 1 приводятся типичные данные о сроках службы трубопроводов до начала проявившегося выраженного коррозионного процесса (критерий – появление первого «свища») в сопоставлении с зафиксированными токами, протекающими по трубопроводам.
Таблица 1
На основании данных, приведенных в таблице 1, а также экспертных заключений ВНИИ Коррозии и Ассоциации разработчиков и производителей средств противокоррозионной защиты для топливно-энергетического комплекса (КАРТЭК) [6,7], можно сделать вывод о прямой корреляции между скоростью коррозии внутренних трубопроводов зданий и величиной протекающих по ним переменных и постоянных токов.
Необходимо обратить особое внимание на то, что одной из особенностей токов, протекающих по трубопроводам, является изменение их величины (вплоть до полного исчезновения в определенные моменты времени) в зависимости от изменения электрических нагрузок в здании.
Типичный пример измерения тока, протекающего по трубопроводу, приведен на рис. 2. Характерные причины попадания токов утечки на трубопроводы показаны на рис. 2-5.
Причины возникновения токов утечки
Основными причинами возникновения токов утечки и попадания их на трубопроводы являются:
- непрофессиональная эксплуатация действующей системы электроснабжения, например, преднамеренное использование трубопроводных систем в качестве нулевых рабочих проводников (см. рис. 3,4);
- некорректное подключение электропотребителей (стерилизаторы, стиральные машины гидромассажные ванны, душевые кабины, водонагревательные котлы, посудомоечные машины и т.д.), связывающих трубопроводные системы с системой электроснабжения зданий (см. рис. 5);
- возникающие в процессе эксплуатации повреждения изоляции кабельных линий и/или электрооборудования, ослабление, отгорание и механические повреждения нулевых рабочих проводников.
При реконструкции старых систем электроснабжения и монтаже новых в соответствии с требованиями [6,7] внедряется 3-х и 5-ти проводная схема подключения электрооборудования, то есть фактически к фазным и нулевому рабочему проводникам добавляется нулевой защитный проводник.
Любая неочевидная ошибка в подключении электрооборудования в этих схемах (чаще встречается подключение нулевого рабочего проводника к клемме нулевого защитного и наоборот, либо подключение под один контактный зажим обоих проводников) приводит к неконтролируемому растеканию токов по металлоконструкциям и трубопроводам систем водоснабжения и отопления, которое не только увеличивает скорость точечной коррозии трубопроводов, но и представляет опасность поражения людей электрическим током. В отчетах эксплуатирующих водопроводы организаций указывается на искрение между разъединенными концами трубопровода, жалобы обслуживающего персонала на «удары» током.
Рис. 2
Рис. 3, 4
Рис. 5
Пути решения проблемы электрокоррозии (для сантехников и электриков)
Обычно для решения проблемы неконтролируемого растекания токов электрически изолируют все внутренние водопроводные линии от подводяшей магистрали или проводят замену подверженных ускоренной электрохимической коррозии металлических труб на пластиковые.
Однако нельзя забывать, что трубопроводы фактически являются элементами системы электроснабжения, поэтому при замене металлических труб на пластиковые решается вопрос об устранении их электрохимической коррозии, но одновременно может существенно возрасти нагрузка на нулевые рабочие проводники и в значительной степени увеличиться сопротивление петли «фаза-ноль», что приводит к уменьшению величины токов короткого замыкания.
Вышеуказанные обстоятельства могут привести к отгоранию нулевых рабочих проводников, вследствие чего напряжение у потребителей наименее нагруженных фаз резко возрастает, что зачастую приводит к выходу из строя электрооборудования и пожарам.
При увеличении сопротивления петли «фаза-ноль» возможно несрабатывание устройств защиты от коротких замыканий (автоматических выключателей) вследствие возникшего после замены труб несоответствия уставок автоматических выключателей и уменьшившихся величин токов К.З.
ПУЭ допускает использование водопроводных труб в качестве защитного заземляющего проводника. Поэтому в целях обеспечения электробезопасности при замене металлических труб на пластиковые требуется особенно тщательная проверка наличия и измерения величины сопротивления цепей заземления электропотребителей.
Наиболее технически грамотным и эффективным методом борьбы с вышеуказанными является не ликвидация последствий, а устранение первопричины возникновения токов утечки, т.е. полное обследование системы электроснабжения зданий с определением источников и конкретных мест возникновения таких токов.
Очевидно, что исследования связи коррозии с протекающими по трубопроводам токами промышленной частоты должны быть продолжены, как в направлении разработки физической модели механизма, так и в направлении накопления фактического статистически значимого материала.
Однако для эксплуатирующих служб, по нашему мнению, в первую очередь целесообразно выполнять работы по обследованию системы электроснабжения зданий, в целях выявления ошибок в подключении электрооборудования и их устранения, что, несомненно, приведет к существенному снижению скорости интенсивной точечной коррозии трубопроводов систем водоснабжения и отопления зданий.
Пути решения проблемы электрокоррозии (для клиентов)
Удобство проживания в многоквартирном доме со всеми благами цивилизации нередко имеет и отрицательные стороны. Одной из них является возникновения так называемых блуждающих токов, которые и становятся причиной появления ржавчины и свищей на поверхности полотенцесушителей (особенно в точках сварки)
Любой многоэтажный дом имеет систему уравнивания потенциалов (напряжения). Она реализуется путем подключения всех металлических конструкций к нулевой точке ВРУ или ГРШ (вводные электрические щиты).
Основная задача системы — обезопасить человека от поражения электрическим током при прикосновении к металлической конструкции, имеющей контакт с конструкцией дома. Сюда же относится и полотенцесушитель. Если магистраль, к которой он подключен, не имеет контакта с системой уравнивания потенциалов, то велика вероятность появления коррозии от блуждающих токов.
Распространенная причина этого явления заключается в том, что когда выполняют разводку с помощью пластиковых труб, полотенцесушитель забывают подключить к системе заземления. В этом случае под воздействием блуждающих токов нержавейка начинает разрушаться, появляются ржавые пятна или даже свищи. Обычно ржавчина возникает на самом «слабом» месте, то есть, там, где защитный слой самый тонкий.
Методов решения проблемы существует два.
- Заземление полотенцесушителя на этапе установки. Достаточно закрепить один конец провода на стояк водопровода, а другой на корпус полотенцесушителя. Однако если вы уже сделали чистовой ремонт, провод заземления не станет украшением санузла.
- Купить водяной полотенцесушитель с защитой от блуждающих токов. Суть защиты в том что внутренняя стенка нержавеющей трубы полотенцесушителя покрывается полимерной пленкой, благодаря этому устраняется контакт теплоносителя с металлом. Этот материал не проводит электрический ток, поэтому выступает отличным изолятором. При этом полимер не токсичен, безвреден для человека и окружающей среды, устойчив к воздействию высоких температур и долговечен.
Источник: https://mirosan.ru/blog/bluzhdayushchie-toki/
Типы коррозии нержавеющей стали

Нержавеющие стали не являются естественными благородными материалами как золото или платина, которые более или менее инертны в большинстве сред.
Коррозионное сопротивление нержавеющей стали зависит от тонкого невидимого пассивного слоя на стальной поверхности. Этот слой состоит главным образом из хромированной окиси, которая формируется в реакции с кислородом, содержащимся в воздухе.
Для самовосстановления, после повреждения этого слоя, сталь должна содержать, по крайней мере, 12% хрома.
Другие элементы сплава, например, молибден и азот призваны улучшать коррозионное сопротивление в коррозионных средах. Пассивный слой может нарушаться полностью или частично с последующей коррозией в результате.
Тем не менее, пассивный слой имеет способность восстанавливаться в среде, содержащей кислород, даже не в больших количествах. Также есть среды, которые вызывают постоянную «поломку» пассивного слоя.
При обстоятельствах, где пассивный слой не может быть восстановлен, коррозия происходит на незащищенной поверхности.
Несколько форм коррозии могут произойти в безупречных сталях:
- Однородная (сплошная) коррозия
- Гальваническая (контактная) коррозия
- Питтинговая (точечная) коррозия
- Щелевая коррозия
- Атмосферная коррозии
- Коррозия межкристаллическая
- Коррозионное растрескивание под напряжением
- Коррозионная усталость
Сопротивление коррозии
Почему нержавейка сопротивляется коррозии?
Все металлы реагируют с кислородом в воздухе, формируя слой окиси на поверхности. Окись, сформированная на обычной стали позволяет окислению продолжать производить обычную ржавчину. Поскольку безупречные стали содержат больше чем 10.
5 % хрома, характеристики окиси меняются. Богатый хромом окисный защитный слой или пассивный слой придает поверхности стали замечательное сопротивление коррозии, чтобы предотвращать ее появление. Это — явление известно как «пассивность».
Чрезвычайно тонкий для листа толщиной 1 мм, относительная толщина пассивного слоя сопоставима листу бумаги, помещенной в вершину 20 этажного здания. Этот невидимый инертный слой чрезвычайно хорошо противостоит многим видам коррозии.
Если марка стали выбрана правильно и соответствует условиям эксплуатации, слой довостанавливается спонтанно после случайного повреждения. Действительно, стабильность пассивного слоя — решающий фактор, который определяет сопротивление коррозии нержавеющих сталей.
Это зависит от характера коррозийной среды, которая определяет скорость окисления, уровень кислотности, содержание хлорида, температуру.
Вообще, увеличение содержания хрома улучшает сопротивление коррозии нержавеющих сталей. Дополнение никеля поднимает общее сопротивление коррозии в более агрессивных условиях. Присутствие молибдена улучшает ограниченное сопротивление питтинговой коррозии. Практически, ферритные нержавеющие стали ограничены мягко-коррозийными окружающими средами и нормальной атмосферой.
Оба из ферритных и аустенитных типов используются в производстве кухонной посуды, и домашних приборов, но из-за превосходящего сопротивления коррозии и простоты чистки, аустенитные предпочтены в отраслях пищевой промышленности и в производстве оборудовании для изготовления напитков.
Поскольку аустенитные марки высокостойкие к широкому диапазону химикалий (кислоты, щелочь …) они часто находят применение в химических и перерабатывающих отраслях промышленности.
- В любой нормальной окружающей среде окисления защитное покрытие пассивного хромистого окисного слоя автоматически формируется на поверхности нержавеющей стали
- Когда поцарапан или механически поврежден этот защитный слой — поверхность стали лишается защиты атмосферному воздействию
- Защитное покрытие быстро самовосстанавливается благодаря свойствам богатого хромом слоя
Понятие о коррозии металла
Коррозия — это процесс разрушения металла под воздействием внешней среды. По механизму протекания различают химическую коррозию, возникающую под воздействием газов и неэлектролитов (нефть), и электрохимическую, развивающуюся в случае контакта металла с электролитами (кислоты, щелочь, соли, влажная атмосфера, почва, морская вода).
Электрохимическая коррозия имеет свои разновидности: равномерная (по всей поверхности) и локальная (на отдельных участках поверхности).
В неоднородном, а часто и в однородном металле, коррозионный процесс зачастую реализуется за счет возникновения на поверхности стали микрогальванических элементов в связи с наличием там участков, обладающих различным электрохимическим потенциалом.
Электрохимическая неоднородность может быть вызвана как наличием в сплаве нескольких фаз, так и разницей электрохимического потенциала на границе зерна и в объеме зерна. В данном случае по границам зерна реализуется интеркристаллитная (межкристаллитная) коррозия.
Стали, устойчивые против электрохимической коррозии, называются коррозионностойкими (нержавеющими) сталями. Устойчивость стали против коррозии достигается введением в нее элементов, образующих на поверхности плотные, прочно связанные с основой защитные пленки, препятствующие непосредственному контакту с внешней средой, а также повышающие ее электрохимический потенциал в данной среде.
Виды коррозии:
- Равномерная (поверхностная)
- Местная (точечная)
- Межкристаллитная (по границам зерен)
- Коррозия под напряжением (ножевая)
- Электрохимическая коррозия
Понятие межкристаллистной коррозии (мкк) и способы борьбы с ней
Железо не является коррозионностойким металлом. Чистое железо активно взаимодействует со всеми элементами. Повысить коррозионностойкость можно введением легирующих элементов, которые вызывают его пассивацию.
Пассивация — эффект создания на поверхности стальной детали тонкой защитной пленки, подслоем которой является кислород. Результат — электронный потенциал становится положительным и поверхность становится менее склонной к коррозии.
Усиливают пассивацию Cr, Ni, Cu, Mo, Pt, Pd. Особенно сильно влияет Cr.
Химический состав: Cr13-30%, Ni4-25%, Mo до 5%, Cu до 1%. В зависимости от содержания легирующих элементов структура и свойства сталей могут быть различными.
Если сталь содержит в основном Cr, который стабилизирует феррит, то сталь будет ферритной (низкая твердость, низкая прочность, высокая пластичность). Если сталь содержит в себе кроме Cr C, то ее структура будет мартенситной.
Зная структуру стали, можно прогнозировать ее свойства и назначать режимы термообработки. Для определения, к какому структурному классу относится сталь, разработана диаграмма Шеффлера.
Экв. Ni=%Ni + 30(%C) + 0,5(%Mn).
Экв. Cr=%Cr + %Mo + 1,5(%Si) + 0,5(%Nb).
Cr повышает коррозионную стойкость только в том случае, когда его количество в растворе превышает 13%. Если количество Cr не слишком высоко и при этом сталь содержит много углерода, то происходит взаимодействие Cr и С с образованием карбидов. Особенно энергично образование карбидов наблюдается на границах зерен. При этом количество Cr в твердом растворе снижается.
И если Cr менее 13%, то границы зерен становятся незащищенными. В результате коррозия легко может пересылаться по границам, не затрагивая центров зерен. Если скорость охлаждения велика, то карбиды по границам зерен образовываться не успевают. Количество Cr не снижается меньше 13%.
Если скорость охлаждения очень мала, то при этом сначала образуются карбиды по границам зерен. При этом количество Cr снижается, но за счет диффузии из центра зерна происходит увеличение содержания Cr и стойкость восстанавливается.
Если охлаждение идет таким образом, что содержание Cr на границах не успевает увеличиться и остается меньше 13%, то такая сталь склонна к межкристаллитной коррозии. Чтобы сделать сталь нечувствительной к межкристаллитной коррозии, нужно:
- Понизить содержание углерода и азота.
- Вводить в сталь другие карбидообразующие элементы более сильные, чем Cr (Ti, Nb).
- Увеличить скорость охлаждения при термообработке.
- Делать отжиг.
Нагрев сталей, содержащих большое количество хрома, в интервале 400-800°С приводит к выделению в пограничных зонах зерен карбидов хрома Cr23C6 и обеднению в связи с этим указанных зон хромом ниже 12%-ного предела.
Это вызывает снижение электрохимического потенциала пограничных участков аустенитного зерна и их растворение в коррозионной среде.
Коррозионное разрушение имеет межкристаллитный характер, приводит к охрупчиванию стали, и называется межкристаллитной коррозией (МКК).
Для уменьшения склонности сталей к МКК в их состав вводят сильные карбидообразующие элементы – титан или ниобий – в количестве, равном пятикратному содержанию углерода. В этом случае образуются карбиды типа TiC и NbC, а хром остается в твердом растворе. Этот способ борьбы с МКК является наиболее дорогим.
Другим, более дешевым и распространенным, способом борьбы с МКК является производство нержавеющих сталей с минимальным (менее 0.4%) содержанием углерода (С). В таких сталях (пример, AISI 304, 304L, 316, 316L) образование карбидов хрома Cr23C6 резко ограничено из-за отсутствия углерода.
Добавление в стали типа AISI 316Ti небольшого количества титана (Ti) вызвано необходимостью придания стали специальных потребительских свойств.
Данные коррозийной устойчивости
Символы и сокращения
- хорошее сопротивление
- удовлетворительное сопротивление
- недостаточное сопротивление
- не рекомендуется
*** — кипение
Источник: http://www.atlassteel.ru/%D1%82%D0%B8%D0%BF%D1%8B-%D0%BA%D0%BE%D1%80%D1%80%D0%BE%D0%B7%D0%B8%D0%B8-%D0%BD%D0%B5%D1%80%D0%B6%D0%B0%D0%B2%D0%B5%D1%8E%D1%89%D0%B5%D0%B9-%D1%81%D1%82%D0%B0%D0%BB%D0%B8/
Электрохимическая коррозия нержавеющей стали — Справочник металлиста

Говоря о коррозии, можно обозначить данный процесс как нарушение структуры материала под воздействием физико-химических проявлений окружающей среды или химически агрессивных сред, с которыми любой конструкционный материал контактирует в процессе эксплуатации.
Наиболее распространенной разновидностью коррозии является коррозия металлов, среди которых особо подвержено данному разрушающему процессу железо — базовый химический элемент в составе стали.
Для улучшения конструкционной прочности, физических и химических характеристик, сопротивляемости коррозии, сталь подвергают легированию, что подразумевает введение в состав ферритового сплава дополнительных химических элементов, таких как хром, никель, вольфрам, марганец, молибден, титан и прочих.
Виды коррозии нержавеющей стали
Как и все металлы, нержавеющие стали в некоторых случаях могут подвергаться коррозии равномерно по всей поверхности.
Если среда не обладает значительными окислительными свойствами, защитная пленка на поверхности металла может в конце концов исчезнуть, что приводит к общей коррозии (неустойчивая пассивность).
Более того, состояние поверхности металла влияет на природу его пассивности; коррозионная стойкость максимальна, если поверхность металла не загрязнена частицами железа или различными отложениями.
Межкристаллитная коррозия
Межкристаллитная коррозия нержавеющей стали происходит в основном возле сварных швов. Она может возникнуть также в результате горячей штамповки или термической обработки металла.
Это явление обусловлено локальным снижением содержания хрома при анодном растворении карбида хрома, который выделяется по границам зерен возле сварных швов при температурах 400—800 °С.
В кислой среде сцепление зерен при этом нарушается и металл становится хрупким.
Развитие межкристаллитной коррозии, которая характерна для аустенитных сталей, можно предотвратить двумя способами: снижением содержания углерода в стали до 0,03% (чтобы ограничить образование карбида хрома) и применением стали, стабилизированной ниобием или титаном, которые с углеродом образуют устойчивые карбиды.
Питтинг
Растворенный кислород обычно способствует пассивации нержавеющей стали за исключением случаев, когда происходит питтинговая коррозия (при наличии в среде хлоридов и бромидов.
Этот очень распространенный и очень опасный вид коррозии приводит к образованию сквозных изъязвлений, которые могут быть почти невидимы на поверхности. Вероятность питтинговой коррозии нержавеющей стали под действием растворов, содержащих хлориды, возрастает с увеличением количества воздуха в растворе.
Молибденсодержащие нержавеющие стали с высоким содержанием хрома и низким содержанием углерода (например, Z2CND13) относительно стойки к этому виду коррозии.
Общие закономерности возникновения питтинговой коррозии трудно установить, так как они зависят от многих факторов: pH среды, концентрации кислорода, температуры, солесодержа-ния, количества взвешенных веществ и т. д. В некоторых случаях для предотвращения питтинговой коррозии могут быть применены высокосортные сплавы, такие как уранус (Uranus).
Язвенная коррозия
Существует очень мало металлов, не подвергающихся этой разновидности коррозии. Она развивается в застойных зонах, где затруднена или полностью отсутствует диффузия кислорода. Особенно часто язвенная коррозия обнаруживается под слоем отложений, оксидов, биологических обрастаний, под неметаллическими, негерметичными соединениями и т. д.
Язвенная коррозия нержавеющих сталей представляет собой сложный процесс. Он инициируется дифференциальной аэрацией, ведущей к образованию маленьких ячеек, в которых удерживаются продукты коррозии.
Если коррозионной средой является, например, вода, содержащая кислород, которая практически нейтральна, но содержит хлориды, гидролиз первичных продуктов коррозии в ячейках приведет к образованию соляной кислоты, которая, достигнув некоторой критической концентрации, вызовет развитие язвенной коррозии. Поэтому язвенная коррозия характеризуется инкубационным периодом, который может продолжаться несколько месяцев.
Но если процесс коррозии начался, он развивается очень быстро. В таких случаях коррозия усиливается образованием локальных электрохимических элементов между пассивным и активным металлом, которые быстро разрушают пассивирующую пленку.
Если продукты коррозии смываются водой во время инкубационного периода, процесс язвенной коррозии прекращается полностью.
Наличие никеля и молибдена в стали увеличивает продолжительность инкубационного периода и, таким образом, повышается бероятность того, что процесс будет приостановлен на этот период. Однако, если инкубационный период закончился и начался процесс язвенной коррозии, его скорость для стали с высоким содержанием никеля и молибдена будет столь же велика, как и для стали с меньшим содержанием этих компонентов.
Чтобы предотвратить возникновение язвенной коррозии, необходимо исключить условия, которые способствуют развитию дифференциальной аэрации. Для этой цели должны быть исключены все изменения концентрации кислорода в среде. Однако было бы неправильно предполагать, что путем насыщения среды кислородом и перемешиванием можно добиться состояния насыщения кислородом в трудно доступных зонах.
Источник: https://ssk2121.com/elektrohimicheskaya-korroziya-nerzhaveyuschey-stali/